আজকের আলোচনার বিষয়ঃ পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণের গুরুত্ব এবং এর ব্যাখ্যা। যা টেক্সটাইল টেস্টিং অ্যান্ড কোয়ালিটি কন্ট্রোল ৩ এর স্ট্যাটিসটিক্যাল কোয়ালিটি কন্ট্রোল এর অন্তর্গত।

পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণের গুরুত্ব এবং এর ব্যাখ্যা (Importance of statistical quality control and its interpretation) :
আধুনিক গুণাগুণ নিয়ন্ত্রণ ব্যবস্থায় পরিসংখ্যান গুণা গুণ নিয়ন্ত্রণের গুরুত্ব অপরিসীম।
১। মধ্যবর্তী উৎপাদিত পণ্য (Intermediate product) এবং সর্বশেষ উৎপাদিত পণ্য (Finished product) নিয়ন্ত্রণের ক্ষেত্রে পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণ পদ্ধতি ব্যবহার করা হয় ।
২। এর মাধ্যমে প্রণালিবদ্ধ তারতম্যের কারণ (Systematic causes of variation) যথাশীঘ্র খুঁজে বের করা যায় ।
৩। প্রতিরোধযোগ্য তারতম্য হতে গ্রহণযোগ্য তারতম্যকে পৃথক করা যায় ।
৪। প্রতিরোধযোগ্য তারতম্যের কারণ উদঘাটিত হওয়ার সাথে সাথে উপযুক্ত ব্যবস্থা নেয়া যায় ।
৫। পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণ দ্বারা কোন প্রতিষ্ঠানের ব্যবস্থাপনা এবং প্রক্রিয়া সম্বন্ধে নির্ভরযোগ্য ও নির্ভুল পাওয়া যায়।

৬। এর মাধ্যমে উৎপাদিত পণ্যের মান বজায় রাখা যায় ও আরও উন্নত করা যায় ।
৭। এর মাধ্যমে পণ্যের গুণাগুণের তারতম্যের পরিমাণের পূর্ব সংকেত পাওয়া যায় ।
৮। ব্যবস্থা গ্রহণের জন্য নির্ভরযোগ্য কারণ বা ভিত্তি পাওয়া যায়।
৯। পরীক্ষণ ও পরিদর্শন ব্যয় কমানো যায়।
১০। এটি প্রতিষ্ঠানের উৎপাদন এবং পরিদর্শন সম্পর্কে মৌলিক ধারণা দিতে সাহায্য করে।
পরিসংখ্যান গুণগত মান নিয়ন্ত্রণের ব্যাখ্যা (Description of statistical quality control)
পরিসংখ্যান পদ্ধতিকে যখন দ্রব্যের গুণাগুণ নিয়ন্ত্রণে প্রয়োগ করা হয় তখন তাকে পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণ বলা হয়। অর্থাৎ উৎপাদন প্রক্রিয়ায় গুণাগুণ নিয়ন্ত্রণের উদ্দেশ্যে পরিসংখ্যান টুলস্ (Statistical tools) এর প্রয়োগ প্রক্রিয়াকেই পরিসংখ্যান মান বা গুণাগুণ নিয়ন্ত্রণ বলা হয়। যা সাধারণত গাণিতিক সম্ভাবনা তত্ত্বের উপর ভিত্তি করে গুণাগুণ নিয়ন্ত্রণ সমস্যাগুলোতে ব্যবহার করার কৌশল মাত্র।
পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণের অন্যতম বৈশিষ্ট্য হল এই যে, এর দ্বারা প্রতিরোধযোগ্য তারতম্য হতে অনুমোদনযোগ্য তারতম্যকে পৃথক করা যায় এবং উৎপাদন প্রক্রিয়ায় প্রতিরোধযোগ্য তারতম্যের কারণ দেখা দিলে তার বিরুদ্ধে উপযুক্ত ব্যবস্থা নেয়া যায়। অর্থাৎ পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণ পদ্ধতিতে বিভিন্ন প্রকার উপাত্ত বিশ্লেষণ (Data analysis) করে দ্রব্যের গুণগত মান নিয়ন্ত্রণ করা হয়। এর সাহায্যে দ্রব্যের বাতিলের পরিমাণ ও পরিদর্শনের পরিমাণ কমানো যায় ।
পরিসংখ্যান গুণাগুণ নিয়ন্ত্রণ বিভিন্ন প্রকারের হতে পারে। তন্মধ্যে কন্ট্রোল চার্ট পদ্ধতির ব্যাখ্যা করা হল- কন্ট্রোল চার্ট হচ্ছে একটি পরিসংখ্যান টুল যা উৎপাদন প্রক্রিয়ায় প্রসেসকে নিয়ন্ত্রণের জন্য ব্যাপকভাবে ব্যবহৃত হয়। এর সাহায্যে দ্রব্যের গুণগত মানের তারতম্য পরিমাপ করা যায় এবং উপযুক্ত ব্যবস্থা গ্রহণের মাধ্যমে দ্রব্যের গুণগত মান উন্নয়ন করা যায় ।

কন্ট্রোল চার্টে সাধারণত তিনটি অনুভূমিক রেখা (Olorizontal line) থাকে। তার মধ্যে মাঝখানের রেখাকে সেইস (Central line) গড় রেখা এবং উপরের ও নিচের রেখানাকে যথাক্রমে আপার কন্ট্রোল লিমিট (Upper contr linir) ও গোয়ার কন্ট্রোল লিমিট (Lower control limit) থাকে।
তবে চার্টকে কিছুটা পরিবর্তন করে কন্ট্রোল চার্টে আ দুইটি লিমিট অঙ্কন করা যায়, তা হল আপার ওয়ার্নিং লিমিট (Upper warning limit) ও গোয়ার ওয়ার্নিং লিমিট (Live warning limit কন্ট্রোল চার্টের এ লিমিটগুলো হতে প্রক্রিয়ারত অবস্থায় উৎপাদিত দ্রব্যের গুণাগুনের অবস্থা জানা যায় এবং প্রয়োজনীয় পদক্ষেপ নেয়া যায়।
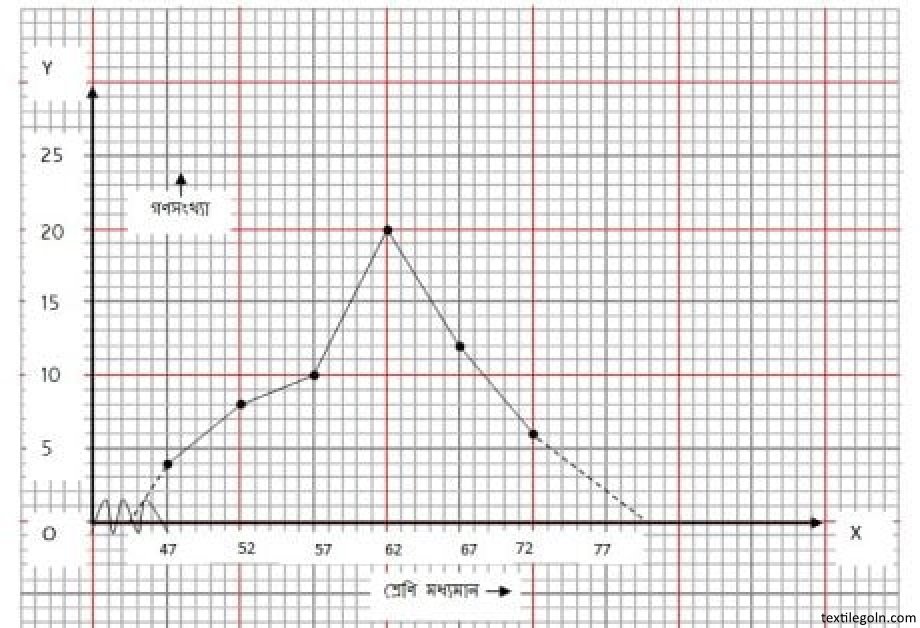
নিচের উদাহরণ থেকে একটি গড় কন্ট্রোল চার্ট তৈরি করা হল এবং চার্ট থেকে মন্তব্য দেয়া
| পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
১১ |
১২ |
| সুতার কাউন্ট | ২০.৫ | ২০.০ | ২১.০ | ১৯.৯ | ২০.২ | ১৯.৫ | ২০.০ | ২০.১ | ১৯.৮ | ১৯.৯ | ২০.০ | ১৯.০ |
সমাধানঃ
|
পর্যবেক্ষণ নং |
সুতার কাউন্ট xi |
গড় x |
xi-x |
(xi-x)2 |
|
১ |
২০.৫ |
০.৫০ |
০.২৫ |
|
|
২ |
২০.০ |
০ |
০ |
|
|
৩ |
২১.০ |
১.০ |
১.০০ |
|
|
৪ |
১৯.৬ |
-০.৪০ |
০.১৬ |
|
|
৫ |
২০.২ |
০.২০ |
০.০৪ |
|
|
৬ |
১৯.৫ |
২০.০ |
-০.৫০ |
০.২৫ |
|
৭ |
২০.০ |
০ |
০ |
|
|
৮ |
২০.১ |
০.১০ |
০.০১ |
|
|
৯ |
১৯.৮ |
-০.২০ |
০.০৪ |
|
|
১০ |
১৯.৯ |
-০.১০ |
০.০১ |
|
|
১১ |
২০.০ |
০ |
০ |
|
|
১২ |
১৯.৫ |
-০.৫০ |
০.২৫ |
|
|
n = ১২ |
Σxi = ২৪০.১ |
Σ(xi-x)2 |
গড় x = Σxi /n = ২৪০.১/১২ = ২০.০
পরিমিত ব্যবধান,δ = √Σ(xi-x)/n = √২.০১/১২ = √০.১৬৭৫ = ০.৪০
আপার কন্ট্রোল লিমিট UCL = x + ৩δ
= ২০.০ + ৩ x ০.৪০ = ২১.২
লোয়ার কন্ট্রোল লিমিট LCL = x – ৩δ
= ২০.০ – ৩ x ০.৪০ = ১৮.৮
আপার ওয়ার্নিং লিমিট UWL = x + ২δ
= ২০.০ + ২ x ০.৪০ = ২০.৮
লোয়ার ওয়ার্নিং লিমিট LWL = x – ২δ
= ২০.০ – ২ x ০.৪০ = ১৯.২

মন্তব্যঃ
উপর্যুক্ত কন্ট্রোল চার্ট পর্যবেক্ষণ করলে দেখা যায় যে, চার্টের সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে অবস্থান। করছে। সুতরাং প্রক্রিয়াটিকে নিয়ন্ত্রণাধীন বলে ধরে নেয়া যায়।