আজকে আমাদের আলোচনার বিষয়-গ্রিড-বার
গ্রিড-বার (Discuss about grid bar) :
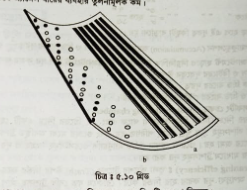
ভালো আঁশ থেকে ট্রাশসমূহ আলাদা করার জন্য বিটারের নিচের দিকে প্রায় এক তৃতীয়াংশ থেকে এক চ পরিমাণ স্থানে সেগমেন্ট (Segment) এর আকারের ডিভাইস দ্বারা আবৃত থাকে, ফলে উক্ত সেগমেন্টের ফাঁক গলে সহায় ট্রাশসমূহ নিচে ডাস্ট চেম্বারে পতিত হয়। গ্রিডসমূহ এক একটি আলাদা পলিগোনাল বার অথবা ব্লেড যা একটি নি দূরত্ব পর পর সাজানো হয়। যার ফলে ট্রাশসমূহ উক্ত দূরত্ব অর্থাৎ ফাঁক গলে নিচে সহজেই চলে যেতে পারে।
গ্রিড বার ব্যবহারের উদ্দেশ্য (Objects of the uses of grid bar) :
১। বিটারের সাথে সহযোগী হিসেবে আঁশসমূহ ওপেনিং এর কাজ করে ।
২। ক্ষুদ্র ক্ষুদ্র আঁশ ও ট্রাশ গ্রিড বার আলাদা করে ।
৩। গ্রিড বারসমূহের নিচে ট্রাশ চেম্বারে ট্রাশসমূহ আলাদাভাবে পাওয়া যায় ।
গ্রিডের উপাদানসমূহ (Element of grid) :
নিম্নলিখিত উপাদানসমূহ গ্রিডে ব্যবহৃত হয়।
১। স্লটেড সিট (Slotted sheets ),
২। ছিদ্রযুক্ত সিট (Perforated sheets),
৩। ত্রিভুজ আকৃতির সেকশন বার (Triangular section bars),
৪। অ্যাঙ্গেল বার (Angle bars),
৫। ব্লেড (Blades)।
উপরিউক্ত এলিমেন্টসমূহ এককভাবে অথবা সংযুক্তভাবে গ্রিড বারে ব্যবহৃত হয়। তবে স্লটেড ও ব্যবহার বর্তমানে কমে যাচ্ছে। আধুনিক গ্রিড বারে ত্রিভুজ আকৃতির বার বেশি ব্যবহৃত হচ্ছে। এই ট্রাংগুলার বার করা সহজ ও যা ভালো ফলাফলও প্রদান করে।
ব্লেডেড গ্রিড ও আধুনিক গ্রিড হিসেবে ব্যবহৃত হচ্ছে যা স্লটেড ও ছিদ্রযুক্ত গ্রিডের চেয়ে ভালো ফলাফল দিচ্ছে। এটা ছাড়া ব্লেডের আয়ুষ্কালও অনেক বেশি। ট্রাংগুলার বার ও ব্লেডেড বার একই সঙ্গেও গ্রিডের কাজে ব্যবহৃত হয় ও ভালো ফলাফল পাওয়া যায়। তবে অ্যাঙ্গেল বারের ব্যবহার তুলনামূলক কম ।
গ্রিড অ্যাডজাস্টমেন্ট (Grid adjustment):
গ্রিড সাধারণত তিনটি অংশে বিভক্ত।
(ক) ক্লোজ (Closed)
(খ) ওপেন (Open)
(গ) এমেসিড (Aggressive)
নিম্নে চিত্রের সাহায্যে দেখানো হলো—
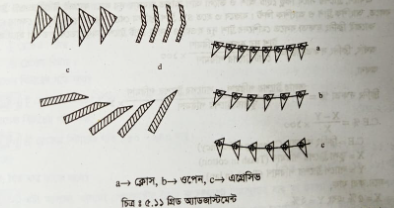
ট্রাংগুলার গ্রিড বার সিঙ্গেল অবস্থায় অথবা গ্রুপ অবস্থায় অর্থাৎ একটি ইউনিটে অ্যাডজাস্ট করা সম্ভব। সাধারণত এই সুটি ডিজাইনে গ্রিড বার অ্যাডজাস্টমেন্ট করা হয়।
গ্রিড বার সেটিং ঃ
প্রথমদিকে বিটার হতে গ্রিড বারের দূরত্ব =
১৬ &” হতে
এবং শেষের দিকে ১৬ হতে আঁশের দৈর্ঘ্য বড় হলে এই দূরত্ব কিছুটা বাড়ানো হয়।
আবার, আঁশের অ্যাকুমুলেশন (Accumulation) কমানোর জন্য বিটার ও গ্রিড বারের দূরত্ব ১৯ থেকে ২”, উপরিউক্ত অ্যাডজাস্টমেন্ট ছাড়াও নিম্নলিখিত উপাদানের অ্যাডজাস্টমেন্ট ট্রাশ দূর করার জন্য প্রভাব বিস্তার
* ফিডিং ডিভাইস ও বিটারের দূরত্বের উপর।
* গ্রিড বার থেকে গ্রিড বারের দূরত্ব।
* বিটারের গতি ও গ্রিড বারের সেটিং অ্যাঙ্গেলের উপর।
ওয়েস্ট কালেকটিং চেম্বার (Waste collecting chamber) :
যে-কোনো বিটারের নিচের দিকে গ্রিড সাজানো থাকে এবং এই গ্রিডের নিম্নে একটি ছোট রুমই বিটারের আঘাতে তুলা আশসমূহ ক্ষুদ্র ক্ষুদ্র গুচ্ছে পরিণত হয় এবং গুচ্ছের মধ্যে অবস্থিত ট্রাশসমূহ আলাদা হে ফাঁক দিয়ে ওয়েস্ট চেম্বারে জমা হয়। ওয়েস্ট চেম্বার থেকে ম্যানুয়ালি ওয়েস্টসমূহ সংগ্রহ ও দূর করা হয়। তবে ক্ষেত্রে বাতাসের প্রবাহের মাধ্যমে ট্রাশসমূহ দূর করা হয়।

ক্লিনিং দক্ষতা (Cleaning efficiency) ঃ
তুলা আঁশের ট্রাশের (Trash) উপর নির্ভর করে ব্লোরুম ও কার্তি ওয়েস্ট (Waste) অর্থাৎ অপদ্রব্য দূর করার হার নির্ভর করে। ব্লোরুমে যত বেশি ট্রাশসহ আঁশ গ্রিড করা হয়, ত হারও তত বেশি।
মনে করা যাক, ৫% ট্রাশ মিশ্রিত তুলা ব্লোরুমে ফিড করা হলো।
সাধারণত নিম্নলিখিত সূত্রের সাহায্যে ৫
মোট ওয়েস্ট (Waste) বের করা যায়। ওয়েস্ট % (ট্রাশ + ০.৫ হতে ১%)% = কাজেই ওয়েস্ট % (৫% + ০.৫
হতে ১%)% =
= ৫.৫ হতে ৬%।
এখানে, ট্রাশের সাথে কিছু ছোট আঁশ ও ভালো আঁশ মিশ্রিত অবস্থায় দূর হয়। কাজেই উল্লিখিত ৬% ট্রাশ দ
বলতে, আংশিক ট্রাশ ও আংশিক লিন্ট। বাস্তবে ৩ হতে ৪% ট্রাশ ব্লোরুম থেকে দূর হয় ৫% ট্রাশের বেলায়। কাজেই ক্লিনিং দক্ষতা বলতে মেশিনের ট্রাশ দূর হওয়া ও তুলার মোট ট্রাশের অনুপাতকে শতকরা হারে প্রকা
অর্থাৎ, ক্লিনিং দক্ষতা % = ট্রাশ দূর হওয়ার পরিমাণ মোট ট্রাশের পরিমাণ × ১০০ অথবা,
ক্লিনিং দক্ষতা % = তুলার ট্রাশের পরিমাণ – ল্যাপের ট্রাশের পরিমাণ
১০০ অতি বেইল
C.E %= X-Y X
তুলায় ট্রাশের পরিমাণ
C.E = = ক্লিনিং দক্ষতা (Cleaning efficiency)
x = তুলা ট্রাশের পরিমাণ (Trash in cotton) Y = ল্যাপে ট্রাশের পরিমাণ (Trash in lap)
মনে করা যাক,
X = ৫% এবং Y = 2% 5-2 C.E= = x ১০০ = 5 300 = 5 = ৬০% অর্থাৎ ক্লিনিং দক্ষতা = ৬০%