আজকের আলোচনার বিষয়ঃ নিয়ন্ত্রণ সীমা বা কন্ট্রোল লিমিট। যা টেক্সটাইল টেস্টিং অ্যান্ড কোয়ালিটি কন্ট্রোল ৩ এর স্ট্যাটিসটিক্যাল কোয়ালিটি কন্ট্রোল এর অন্তর্গত।
নিয়ন্ত্রণ সীমা বা কন্ট্রোল লিমিট (Control limit)
কোন উৎপাদন প্রক্রিয়ায় প্রসেসকে নিয়ন্ত্রণের জন্য কন্ট্রোল চাটই হচ্ছে প্রধান উপায়, কন্ট্রোল চার্ট হচ্ছে একটি পরিসংখ্যান টুল (Statistical tool), যা উৎপাদন প্রক্রিয়ায় প্রসেসকে নিয়ন্ত্রণের জন্য ব্যাপকভাবে ব্যবহৃত হয়। এর সাহায্যে স্রব্যের গুণগত মানের তারতম্য পরিমাপ করা যায় এবং উপযুক্ত ব্যবস্থা গ্রহণের মাধ্যমে দ্রব্যের গুণগত মান উন্নয়ন করা যায়। সাধারণত দুই ধরনের তারতম্য কোয়ালিটি কন্ট্রোল চার্টের মাধ্যমে পরিমাপ করা যায়।
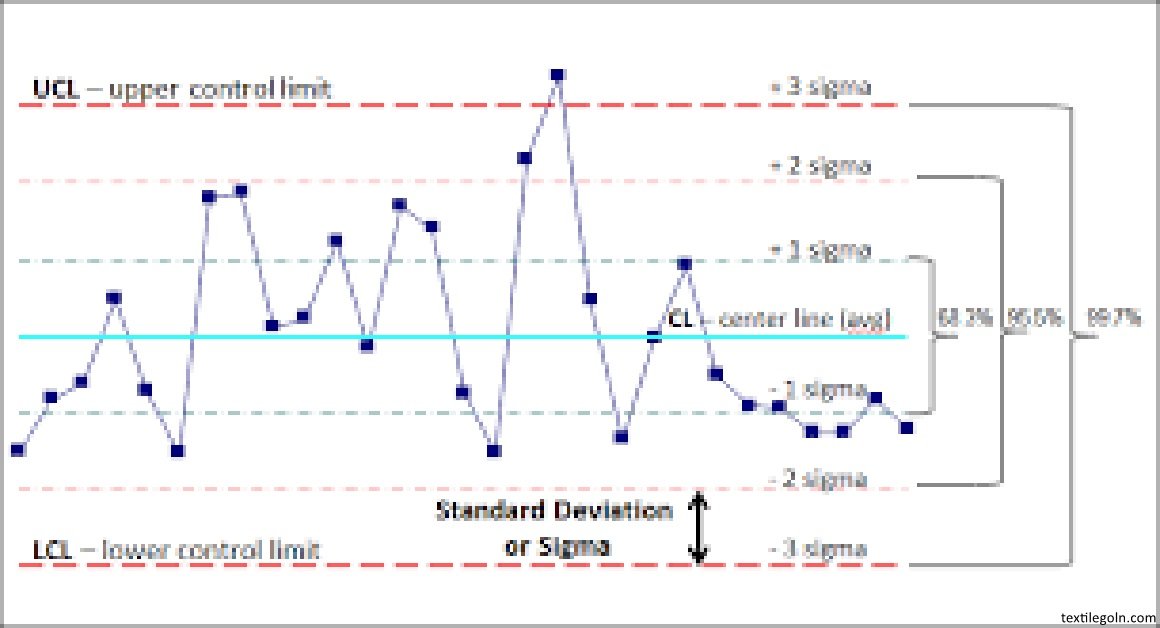
কন্ট্রোল চার্টে সাধারণত তিনটি অনুভূমিক রেখা ( Horizontal line) থাকে। তার মধ্যে মাঝখানের রেখাকে সেন্ট্রাল লাইন (Central line) বা গড় রেখা এবং উপরের ও নিচের রেখাদ্বয়কে যথাক্রমে আপার কন্ট্রোল লিমিট (Upper control limit) ও লোয়ার কন্ট্রোল লিমিট (Lower control limit) বলা হয়।
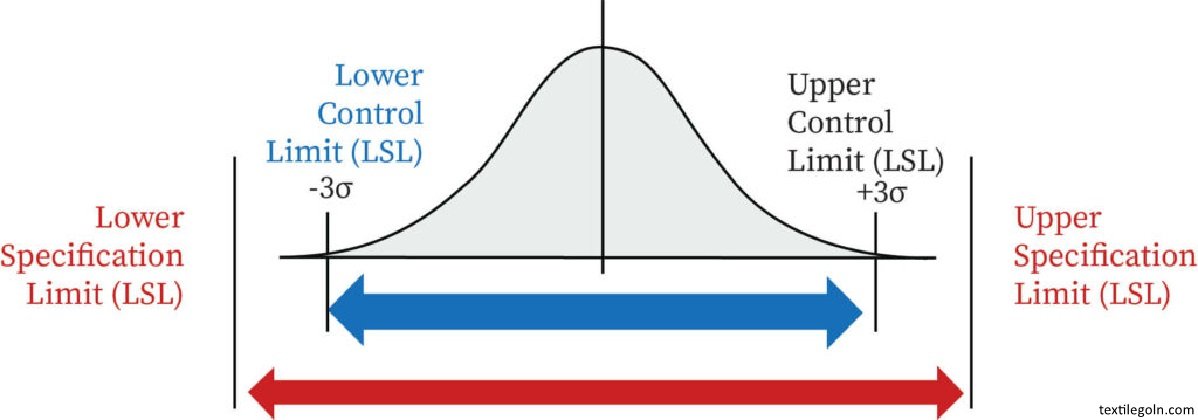
কন্ট্রোল লিমিট হল একটি কন্ট্রোল চার্টের অনুভূমিক রেখা যা একটি প্রক্রিয়ার জন্য গ্রহণযোগ্য ফলাফলের ঊর্ধ্ব এবং নিম্ন সীমাগুলিকে চিত্রিত করে। যখন প্লট করা ডেটা একটি নিয়ন্ত্রণ সীমা অতিক্রম করে, এটি নির্দেশ করে যে একটি প্রক্রিয়া নিয়ন্ত্রণের বাইরে, এবং পরিচালনার মনোযোগ প্রয়োজন।
কন্ট্রোল লিমিট বা নিয়ন্ত্রণ সীমাকে ব্যবহারিক ক্ষেত্রে সাধারণত অ্যাকশন লিমিট বলা হয়। এটি এমন লিমিট বা সীমা যেখানে প্রকৃতপক্ষে উৎপাদন প্রক্রিয়ার কোন দ্রব্যের পরীক্ষালব্ধ ফলাফলের সবগুলোই অবস্থান করে। অর্থাৎ কোন উৎপাদন প্রক্রিয়ার দ্রব্যের নমুনাগুলো পরীক্ষা করার পর প্রাপ্ত ফলাফলের সবগুলোকেই আপার অ্যাকশন লিমিট ও লোয়ার অ্যাকশন লিমিটের মধ্যে পতিত হবে।

যদি পরীক্ষালব্ধ ফলাফল এ লিমিটের মধ্যে (এক হাজারের মধ্যে তিনটি ছাড়া) পতিত না হয়, তাহলে দ্রব্যের এ অতিরিক্ত তারতম্যের কারণ অনুসন্ধান করা হয় এবং কারণ চিহ্নিত করে তা যথাযথ শোধরানোর ব্যবস্থা নেয়া হয়। ফলে পরীক্ষালব্ধ ফলাফলগুলো লিমিটের মধ্যে পতিত হয়।