আজকের আলোচনার বিষয়ঃ কন্ট্রোল চার্ট ফর অ্যাট্রিবিউট। যা টেক্সটাইল টেস্টিং অ্যান্ড কোয়ালিটি কন্ট্রোল ৩ এর স্ট্যাটিসটিক্যাল কোয়ালিটি কন্ট্রোল এর অন্তর্গত।

কন্ট্রোল চার্ট ফর অ্যাট্রিবিউট (Control chart for attribute)
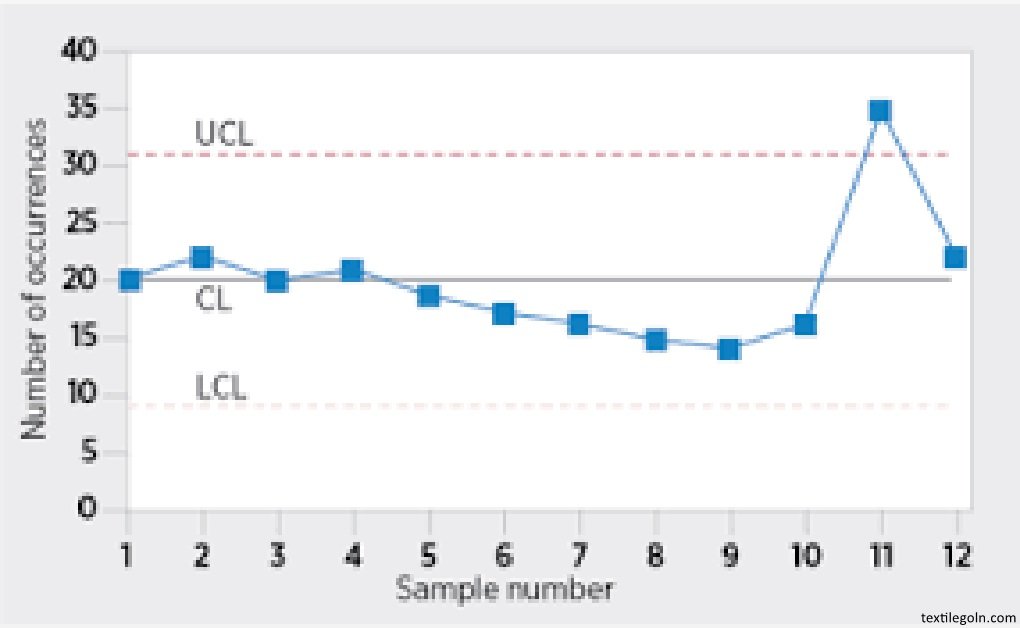
ক) কন্ট্রোল চার্ট ফর নাম্বার অব ডিফেকটিভস (Control chart for number of defectives)
একে ত্রুটিপূর্ণ সংখ্যাযুক্ত নিয়ন্ত্রণ চিত্র বা ডি-চার্ট (d-chart) বা এনপিচার্ট (np chart) বলা হয়। অনেক সময় দেখা যায় যে, উৎপাদিত পণ্যের মধ্যে ত্রুটিপূর্ণ পণ্যের অনুপাত বা শতকরা হার উপস্থাপনের পরিবর্তে ত্রুটিপূর্ণ দ্রব্যের সংখ্যা উপস্থাপন করা অধিক সুবিধাজনক। এ ছাড়া ত্রুটিপূর্ণ দ্রব্যের সংখ্যাকে খুব সহজে ছক কাগজের মাধমে উপস্থাপন করা যায়। এ কারণে ত্রুটিপূর্ণ সংখ্যাযুক্ত নিয়ন্ত্রণ চিত্রের পদ্ধতিটি উদ্ভব হয়। এ নিয়ন্ত্রণ চিত্রের নিয়ন্ত্রণ সীমাগুলোকে পাওয়ার জন্য P-চার্ট নিয়ন্ত্রণ সীমাগুলোকে n দ্বারা গুণ করা হয়।
মনে করি,
n = নমুনা বা সাবগ্রুপে পরিদর্শনকৃত আইটেমের সংখ্যা
d = ত্রুটির সংখ্যা
P= d/n = ফ্রাকশন ডিফেকটিভ এখানে, d = np
এ বিন্যাসটি একটি দ্বি-পদী (Binomial) বিন্যাস। কিন্তু যদি n এর মান বৃহৎ হয় তাহলে দ্বি-পদী বিন্যাসটি প্রায় পরিমিত বিন্যাস (Normal distribution) এর সমান হবে।
E(np) = np
এবং σnp = √np (1 – P)
এখন P’ যদি P এর আদর্শমান হয় তবে কন্ট্রোল চার্ট নিম্নলিখিতভাবে গঠিত হবে।
সেন্ট্রাল লাইন (CL) = μt = np’
অ্যাকশন লিমিট (AL) = μt ± 3 ∝1 = np ± 3√np (1-P)
UAL= np’ + 3 √np’ (1-P)
ওয়ার্নিং লিমিট (WL) = μt ± 2σt + = np’ + 2√np’ (1 – p)
UWL = np’ +2√np’ (1 – p)
LWL = np’ – 2 √np’ (1 – p)
যদি p এর কোন নির্ধারিত আদর্শ মান না থাকে তবে এটি নমুনা থেকে পরিমাপ করতে হবে। এর সঠিক পরিমাপ হল গড় ফ্র্যাকশন ডিফেকটিভ
P= ΣΡi/m = (P1 + P2 + P3 +…. + Pm)/m
= 1/m( d1/n + d2/n + d3/n + ……….dm/n)
= Σdi/mn
সুতরাং এক্ষেত্রে কন্ট্রোল চার্ট নিম্নলিখিতভাবে গঠিত হবে-
কন্ট্রোল লাইন (CL) = nP
অ্যাকশন লিমিট (AL) = nP ± 3√np (1-p)
UAL = np + 3√np (1-p)
LAL = np – 3 √up (1-p)
ওয়ার্নিং লিমিট (WL) = np ± √up (1-p)
UWL = np+2√np (1-p)
LWL=np – 2 √np (1-p)
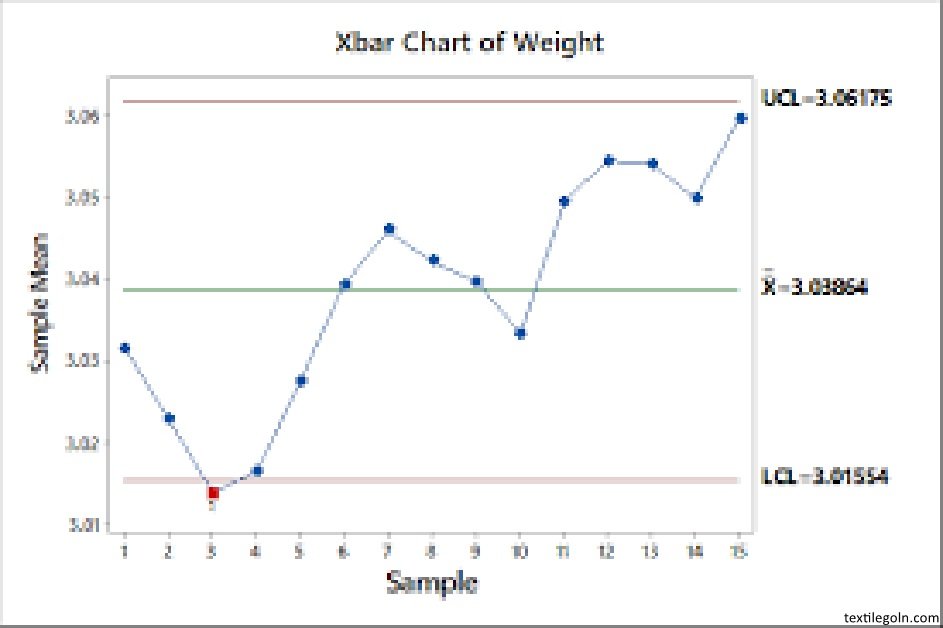
খ. কন্ট্রোল চার্ট ফর ফ্র্যাকশন বা পারসেন্ট ডিফেকটিভ (Control chart for fraction or percent defective) :
এ কন্ট্রোল চার্ট অঙ্কনের পরিকল্পনা মূলত গড় চার্ট (X) ও রেঞ্জ চার্ট (R) এর মত একই ধরনের কোন টেক্সটাইল শিল্পপ্রতিষ্ঠানের উৎপাদিত দ্রব্যের গুণাগুণ নিয়ন্ত্রণের জন্য উৎপাদিত দ্রব্যের কিছু সংখ্যক নমুনা পরীক্ষা করা হয় এবং পরীক্ষালব্ধ ডাটাগুলো পরিদর্শন করে কিছু কিছু দ্রব্য খারাপ বা ডিফেকটিভ (ত্রুটিযুক্ত) পাওয়া যায়। এ ডিফেকটিভ সংখ্যাকে যদি পরীক্ষালব্ধ ডাটার সাথে অনুপাত করা হয় তবে তাকে ফ্র্যাকশন ডিফেকটিভ বলে। আবার যদি তাকে শতকরা বা পারসেন্ট আকারে প্রকাশ করা হয় তবে তাকে পারসেন্ট ডিফেকটিভ বলে ।
উদাহরণস্বরূপ, ১০০টি কাটপিস কাপড় পরিদর্শন করে যদি ১০টি কাটপিস কাপড় ডিফেকটিভ পাওয়া যায় তবে বলা যায় যে, দশভাগের এক ভাগ বা এক দশমাংশ কাটপিস ডিফেকটিভ বা পারসেন্টে প্রকাশ করলে টেন পারসেন্ট কাটপিস ডিফেকটিভ। ডাটাগুলো কন্ট্রোল চার্টে উপস্থাপন করলে বুঝা যায় যে, প্রসেসটি নিয়ন্ত্রণে আছে না নিয়ন্ত্রণের বাইরে আছে।
অর্থাৎ এ চার্ট দ্বারা প্রসেসের উৎপাদিত দ্রব্যের ফ্র্যাকশন বা পারসেন্ট ডিফেকটিভ নিয়ন্ত্রণ করা হয়। একে সাধারণত P চার্ট বা শতকরায় প্রকাশ করলে 100p চার্টও বলা হয়।
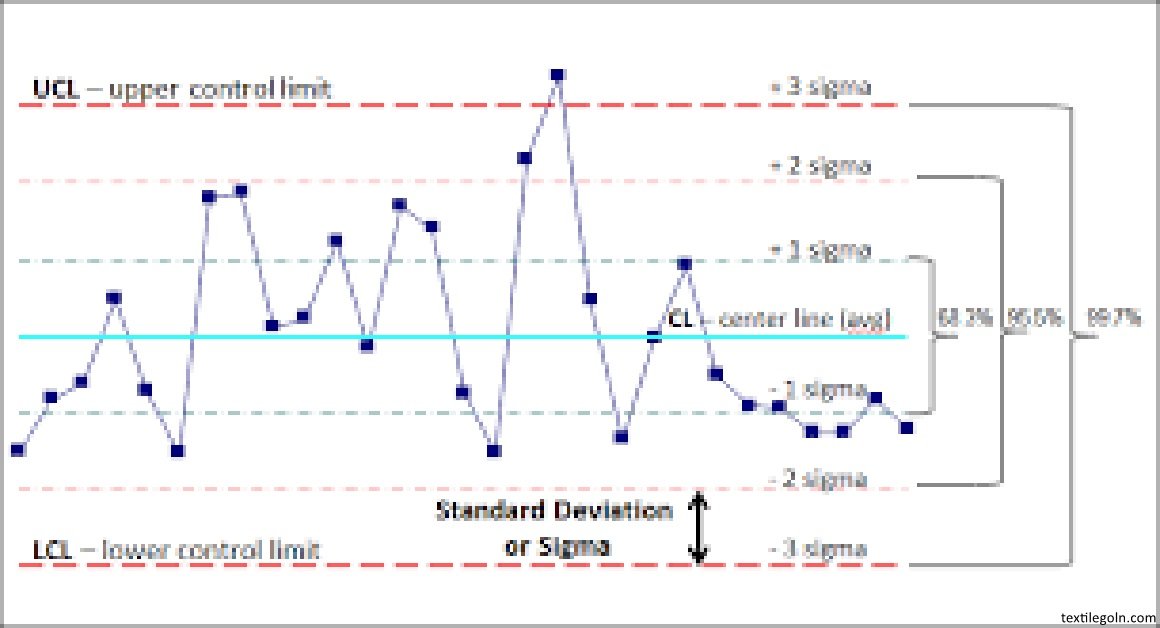
এখানে পরিমিত ব্যবধান :
σ = √P(1-P)/n
P = গড় ফ্র্যাকশন ডিফেকটিভ
n = পরীক্ষা/পরিদর্শন সংখ্যা
সেন্ট্রাল লাইন (CL) = P
UAL = p + 3√P(1-P)/n
LAL = p – 3√P(1-P)/n
UWL = p + 2√P(1-P)/n
LWL = p – 2√P(1-P)/n
UAL ও LAL যথাক্রমে আপার ও লোয়ার অ্যাকশন লিমিট
UWL ও LWL যথাক্রমে আপার ও লোয়ার ওয়ার্নিং লিমিট।
(গ) কন্ট্রোল চার্ট ফর নাম্বার অব ডিফেকটস্ (Control chart for number of defects) :
এ প্রকার চার্ট দ্বারা সাধারণত প্রতি এককে ত্রুটি সংখ্যা গণনা করা হয় এবং ত্রুটির সংখ্যা নিয়ন্ত্রণ করা হয়। এখানে একক বলতে প্রতি কোন (cone), প্রতি একক ক্ষেত্র বা প্রতি কাট কাপড়কে বুঝায়। যেমন- ১০০ মিটার কাপড়ে ছিদ্রের (hole) সংখ্যা। এক্ষেত্রে মৌলিক বিন্যাসটি হবে পয়শন (Poission) বিন্যাস। একে C চার্টও বলা হয় ।
এক্ষেত্রে কন্ট্রোল লিমিটগুলো সহজেই বের করা যায়। যদি C এর মান ৫ অপেক্ষা বেশি হয় অর্থাৎ C> ৫ তখন পয়শন বিন্যাসটি পরিমিত বিন্যাসের কাছাকাছি হবে।
সেন্ট্রাল লাইন (CL) = C
UAL = C + 3√C
LAL = C – 3√C
UWL = C + 3√C
LWL = C – 3√C
UAL ও LAL যথাক্রমে আপার ও লোয়ার অ্যাকশন লিমিট। UWL ও LWL যথাক্রমে আপার ও লোয়ার ওয়ার্নিং লিমিট ।