আজকে আমরা কন্ট্রোল চার্ট অঙ্কন আলোচনা করবো। যা টেক্সটাইল টেস্টিং অ্যান্ড কোয়ালিটি কন্ট্রোল ৩ এর স্ট্যাটিসটিক্যাল কোয়ালিটি কন্ট্রোল এর অন্তর্গত।

কন্ট্রোল চার্ট অঙ্কন (Construction of control chart given data)
বিভিন্ন ধরনের ডাটা ব্যবহার করে বিভিন্ন ধরনের কন্ট্রোল চার্ট অঙ্কন করে কীভাবে চার্ট থেকে মন্তব্য আহরণ করা যায় তা নিম্নোক্ত উদাহরণের সাহায্যে দেখানো হল-
উদাহরণ-১।
একটি মিলের রিং ফ্রেমের বিভিন্ন মেশিন হতে উৎপাদিত সুতা পরীক্ষা করে নিম্নরূপ ফলাফল পাওয়া যায় ।
| পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
| সুতার কাউন্ট |
২০ |
১৯ |
১৮ |
২১ |
২২ |
১৮ |
২০ |
২২ |
২৪ |
১৬ |
উপরোক্ত ফলাফল হতে গড় কন্ট্রোল চার্ট গ্রাফ পেপারে অঙ্কন করে সুতার গুণাগুণ সম্পর্কে মন্তব্য কর ।
সমাধানঃ
|
পর্যবেক্ষণ নং |
টি.পি.আই xi |
গড় x |
xi-x |
(xi-x)2 |
|
১ |
২০ |
০ |
০ |
|
|
২ |
১৯ |
-১ |
১ |
|
|
৩ |
১৮ |
-২ |
৪ |
|
|
৪ |
২১ |
১ |
১ |
|
|
৫ |
২২ |
২ |
৪ |
|
|
৬ |
১৮ |
২০ |
-২ |
৪ |
|
৭ |
২০ |
০ |
০ |
|
|
৮ |
২২ |
২ |
৪ |
|
|
৯ |
২৪ |
৪ |
১৬ |
|
|
১০ |
১৬ |
-৪ |
১৬ |
|
| n = ১০ | Σxi = ২০০ | Σ(xi-x)2 = ৫০ |
আমরা জানি,
গড় x = Σxi /n = ২০০/১০ = ২০
পরিমিত ব্যবধান,δ = √Σ(xi-x)/n = √৫০/১০ = √৫ = ২.২৩
CL = x = ২০
AL = x ± ৩σ = ২০ ± ৩ x ২.২৩
UAL = ২০ + ৩ x ২.২৩
= ২৬.৬৯
LAL = ২০ – ৩ x ২.২৩
= ১৩.৩১
WL = x ± ২σ = ২০ ± ২ x ২.২৩
UWL = ২০ + ২ x ২.২৩
= ২৪.৪৬
LWL = ২০ – ২ x ২.২৩
= ১৫.৫৪
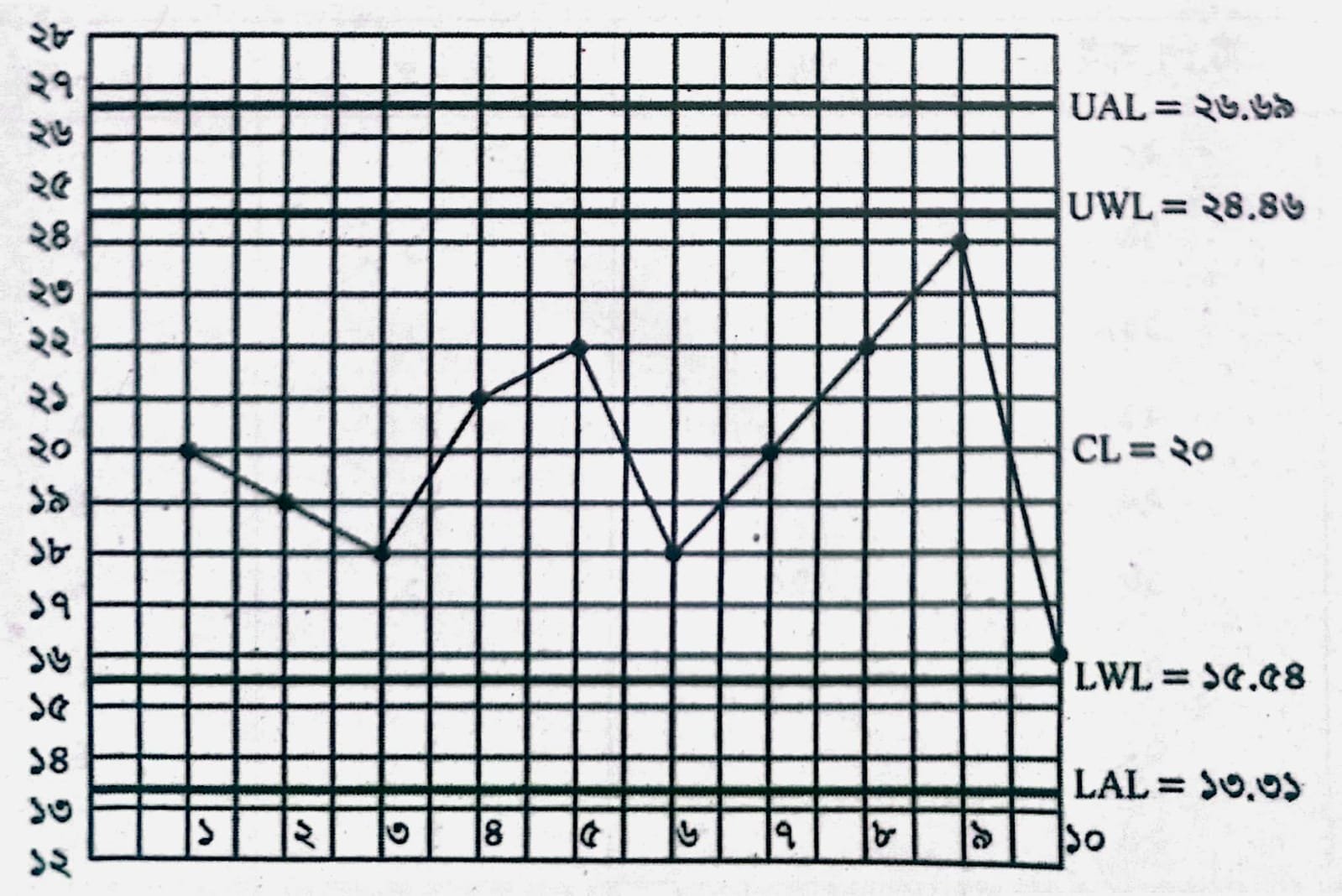
মন্তব্যঃ
চার্ট থেকে দেখা যায় যে, নমুনার সমস্ত বিন্দুগুলো আপার ও লোয়ার কন্ট্রোল লিমিটের মধ্যে পড়েছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণের মধ্যে আছে বলে ধরা যায়।
উদাহরণ-২।
নিচের ডাটা ব্যবহার করে গড় থেকে কন্ট্রোল চার্ট তৈরি কর এবং তোমার মন্তব্য দাও ।
| পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
| সুতার শক্তি পাউন্ড |
৯৮ |
৯২ |
৮৭ |
৮৮ |
৯১ |
৯০ |
৮৯ |
৯০ |
৮৮ |
৯১ |
সমাধানঃ
|
পর্যবেক্ষণ নং |
টি.পি.আই xi |
গড় x |
xi-x |
(xi-x)2 |
|
১ |
৯৪ |
৪ |
১৬ |
|
|
২ |
৯২ |
২ |
৪ |
|
|
৩ |
৮৭ |
-৩ |
৯ |
|
|
৪ |
৮৮ |
-২ |
৪ |
|
|
৫ |
৯১ |
১ |
১ |
|
|
৬ |
৯০ |
৯০ |
০ |
০ |
|
৭ |
৮৯ |
-১ |
১ |
|
|
৮ |
৯০ |
০ |
০ |
|
|
৯ |
৮৮ |
-২ |
৪ |
|
|
১০ |
৯১ |
১ |
১ |
|
| n = ১০ | Σxi = ২০০ | Σ(xi-x)2 = ৫০ |
আমরা জানি,
গড় x = Σxi /n = ৯০০/১০ = ৯০
পরিমিত ব্যবধান,δ = √Σ(xi-x)/n = √৪০/১০ = ২
CL = x = ৯০
AL = x ± ৩σ = ৯০ ± ৩ x ২
UAL = ৯০ + ৩ x ২
= ৯৬
LAL = ৯০ – ৩ x ২
= ৮৪
WL = x ± ২σ = ৯০ ± ২ x ২
UWL = ৯০ + ২ x ২
= ৯৪
LWL = ৯০ – ২ x ২
= ৮৬

মন্তব্যঃ
চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে অবস্থান করছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে।
উদাহরণ-৩।
নিচের ডাটা ব্যবহার করে গড় থেকে কন্ট্রোল চার্ট তৈরি কর এবং তোমার মন্তব্য দাও ।
| পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
| টি.পি.আই |
১৮.২ |
১৯.০ |
১৮.৬ |
১৮.৯ |
১৯.২ |
১৯.০ |
১৮.৬ |
১৮.৮ |
১৮.৫ |
১৮.৯ |
সমাধানঃ
|
পর্যবেক্ষণ নং |
টি.পি.আই xi |
গড় x |
xi-x |
(xi-x)2 |
|
১ |
১৮.২ |
-০.৫৭ |
০.৩২ |
|
|
২ |
১৯.০ |
০.২৩ |
০.০৫ |
|
|
৩ |
১৮.৬ |
-০.১৭ |
০.০৩ |
|
|
৪ |
১৮.৯ |
০.১৩ |
০.০২ |
|
|
৫ |
১৯.২ |
০.৪৩ |
০.১৮ |
|
|
৬ |
১৯.০ |
১৮.৭৭ |
০.২৩ |
০.০৫ |
|
৭ |
১৮.৬ |
-০.১৭ |
০.০৩ |
|
|
৮ |
১৮.৮ |
০.০৩ |
০.০০১ |
|
|
৯ |
১৮.৫ |
-০.২৭ |
০.০৭ |
|
|
১০ |
১৮.৯। |
০.১৩ |
০.০২ |
|
| n = ১০ | Σxi = ১৮৭.৭ | Σ(xi-x)2 = ০.৭৭১ |
আমরা জানি,
গড় (x) = Σxi /n = ১৮৭.৭/১০ = ১৮.৭৭
পরিমিত ব্যবধান,δ = √Σ(xi-x)/n = √০.৭৭১/১০ = ০.২৮
CL = x = ১৮.৭৭
AL = x ± ৩σ = ১৮.৭৭ ± ৩ x ০.২৮
UAL = ১৮.৭৭ + ৩ x ০.২৮
= ১৯.৬১
LAL = ১৮.৭৭ – ৩ x ০.২৮
= ১৭.৯৩
WL = x ± ২σ = ১৮.৭৭ ± ২ x ০.২৮
UWL = ১৮.৭৭ + ২ x ০.২৮
= ১৯.৩৩
LWL = ১৮.৭৭ – ২ x ০.২৮
= ১৮.২১

মন্তব্যঃ
গড় কন্ট্রোল চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো আপার ও লোয়ার অ্যাকশন লিমিটের মধ্যে পড়েছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে।
উদাহরণ-৪।
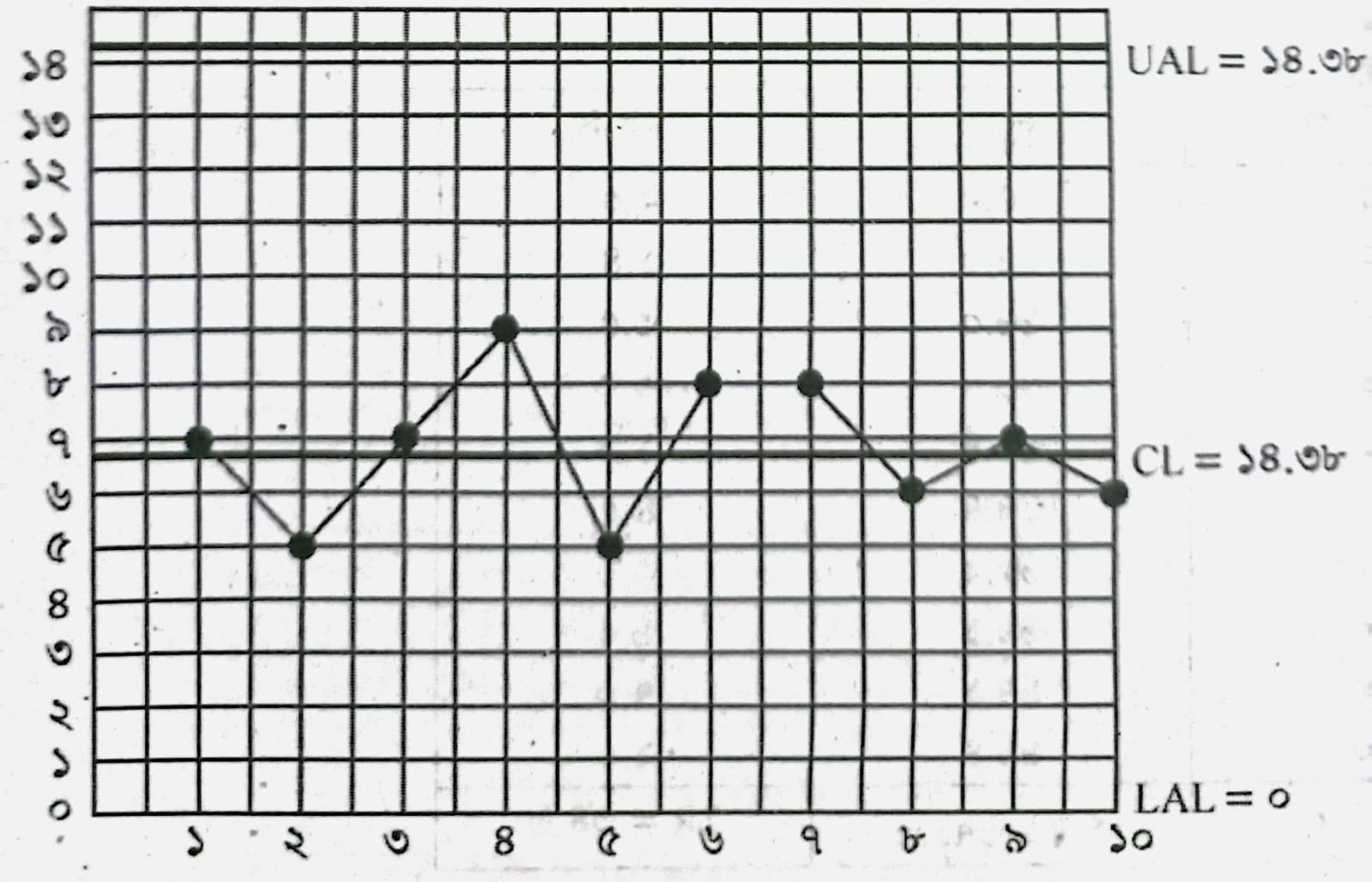
নিচের ডাটা ব্যবহার করে গড় কন্ট্রোল চার্ট তৈরি কর এবং চার্ট থেকে তোমার মন্তব্য দাও ।
| পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
| সুতার কাউন্ড |
৬১.৬ |
৬০.০ |
৫৮.৯ |
৫৯.৪ |
৫৯.২ |
৫৭.৮ |
৫৮.৫ |
৫৯.০ |
৬২.০ |
৬০.৮ |
সমাধানঃ
|
পর্যবেক্ষণ নং |
টি.পি.আই xi |
গড় x |
xi-x |
(xi-x)2 |
|
১ |
৬১.৬ |
১.৭৯ |
৩.২০ |
|
|
২ |
৬০.০ |
০.১৯ |
০.০৪ |
|
|
৩ |
৫৮.৯ |
-০.৯১ |
০.৮৩ |
|
|
৪ |
৫৯.৪ |
-০.৪১ |
০.১৭ |
|
|
৫ |
৫৯.২ |
-০.৬১ |
০.৩৭ |
|
|
৬ |
৫৮.৭ |
৫৯.৮১ |
-১.১১ |
১.২৩ |
|
৭ |
৫৭.৮ |
-১.৩১ |
১.৭১ |
|
|
৮ |
৫৯.০ |
-০.৮১ |
০.৬৫ |
|
|
৯ |
৬২.০ |
২.১৯ |
৪.৮০ |
|
|
১০ |
৬০.৮ |
০.৯৯ |
০.৯৮ |
|
| n = ১০ | Σxi = ৫৯৮.১ | Σ(xi-x)2 = ১৩.৯৮ |
সমাধানঃ
আমরা জানি,
গড় (x) = Σxi /n = ৫৯৮.১/১০ = ৫৯.৮১
পরিমিত ব্যবধান,δ = √Σ(xi-x)/n = √১৩.৯৮/১০ = ১.১৮
CL = x = ৫৯.৮১
AL = x ± ৩σ = ৫৯.৮১ ± ৩ x ১.১৮
UAL = ৫৯.৮১ + ৩ x ১.১৮
= ৬৩.৩৫
LAL = ৫৯.৮১ – ৩ x ১.১৮
= ৫৬.২৭
WL = x ± ২σ = ৫৯.৮১ ± ২ x ১.১৮
UWL = ৫৯.৮১ + ২ x ১.১৮
= ৬২.১৭
LWL = ৫৯.৮১ – ২ x ১.১৮
= ৫৭.৪৫

মন্তব্যঃ
চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে পড়েছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে।
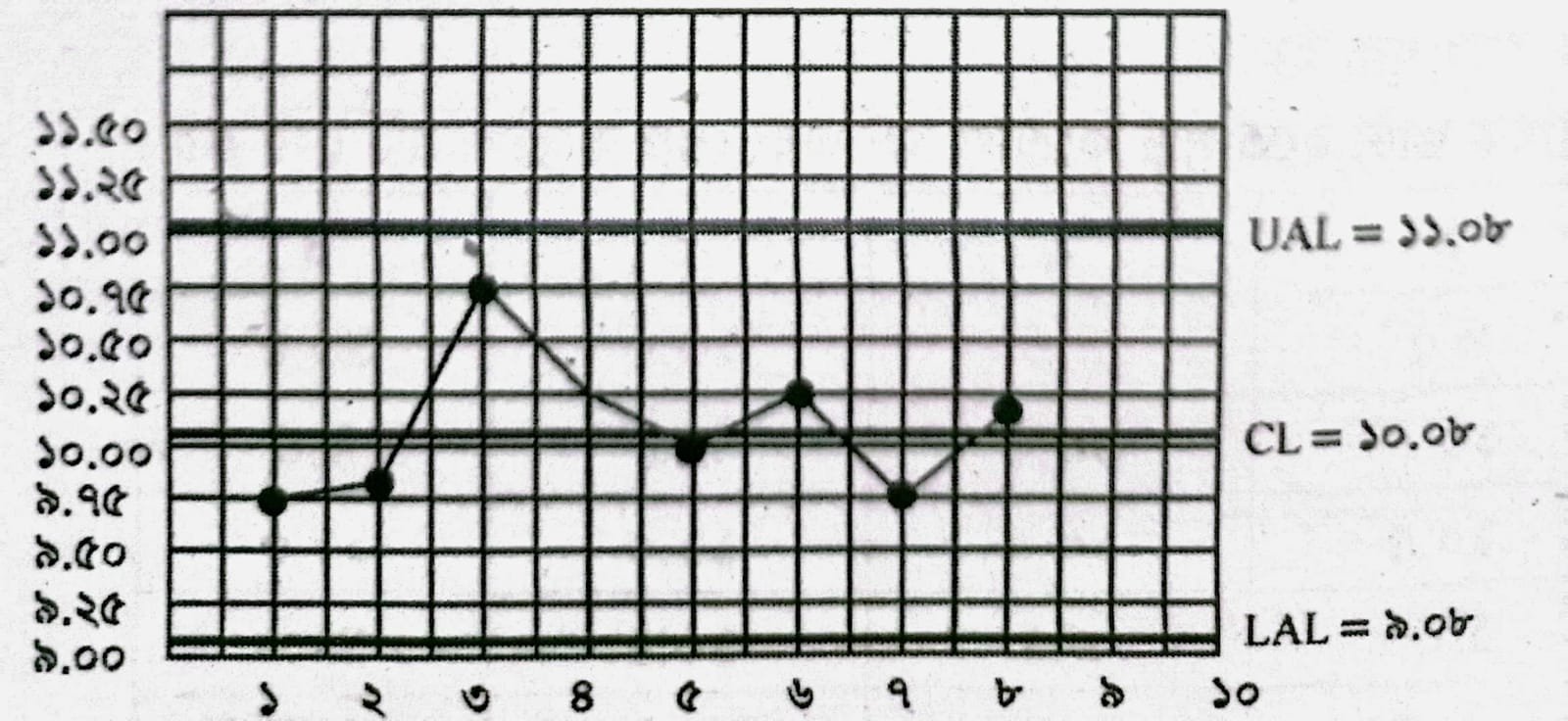
উদাহরণ-৫। নিচের ডাটা ব্যবহার করে গড় থেকে কন্ট্রোল চার্ট তৈরি কর, যার গড় ২০.০ এবং পরিমিতি ব্যবধান ০.৪০।
|
ডাটা |
২০.৫ |
২০.০ |
২১.০ |
২০.২ |
১৯.৬ |
১৯.৫ |
|
২০.০ |
২০.১ |
১৯.৮ |
১৯.৯ |
২০.০ |
১৯.৫ |
সমাধানঃ
আমরা জানি,
সেন্ট্রাল লাইন, CL = গড় = x = ২০.০
এখানে পরিমিত ব্যবধান, 0 = ০.৪০
আপার অ্যাকশন লিমিট, UAL = x + ৩σ
= ২০ + ৩ x ০.৪ = ২১.২
লোয়ার অ্যাকশন লিমিট, LAL = x – ৩σ
= ২০ – ৩ x ০.৪ = ১৮.৮
আপার ওয়ার্নিং লিমিট, UWL = x + ২σ
= ২০ + ২ × ০.৪ = ২০.৮
লোয়ার ওয়ার্নিং লিমিট, LWL = x – ২σ
২০ – ২ x ০.৪ = ১৯.২
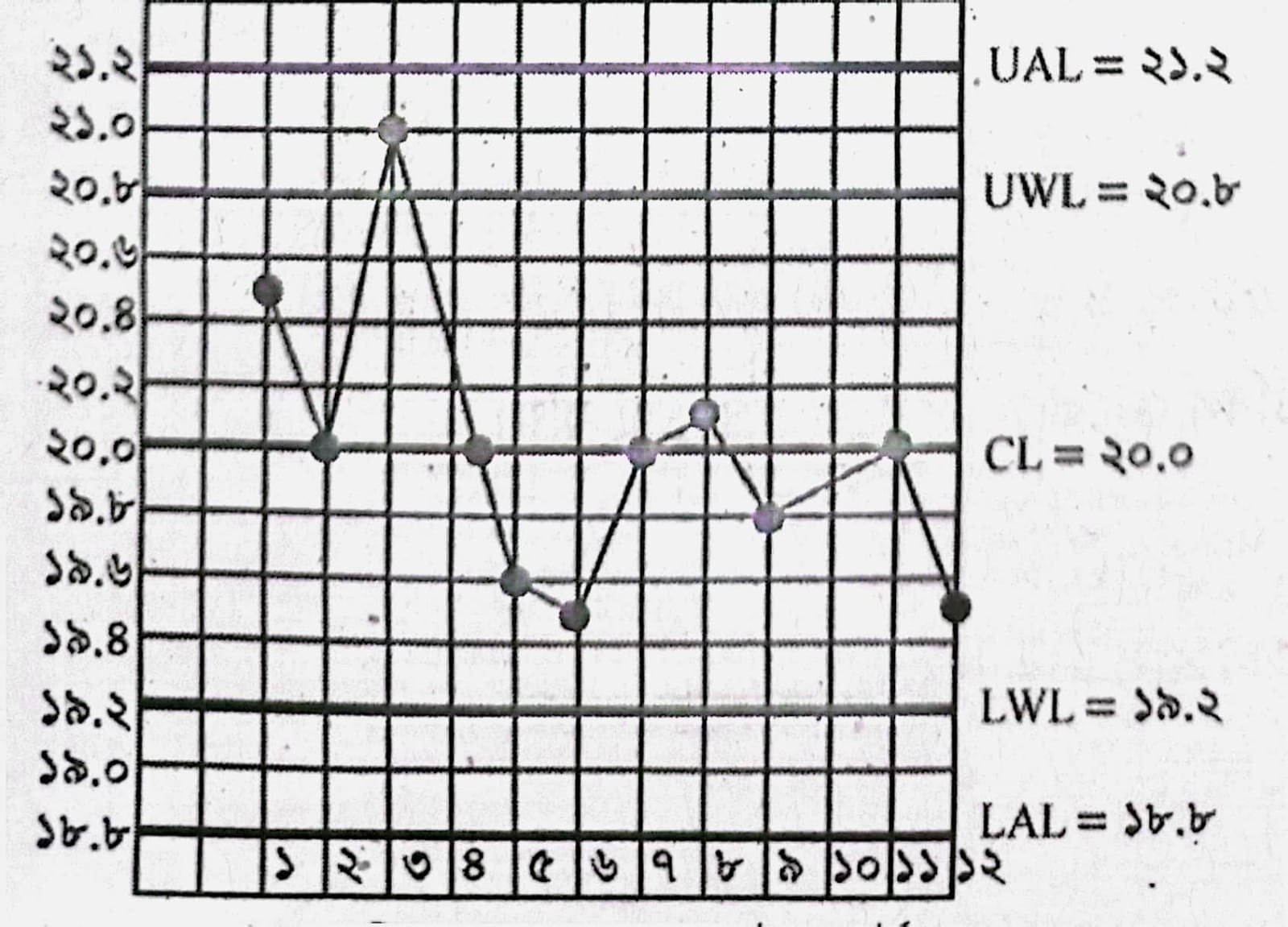
মন্তব্য :
গড় কন্ট্রোল চার্ট থেকে দেখা যায় যে, চার্টের সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে পড়েছে। সুতরাং প্রক্রিয়াটিকে নিয়ন্ত্রণাধীন ধরা হয়।

উদাহরণ-৬।
একটি প্রসেস হতে ৫ নমুনা আকার (স্যাম্পল সাইজ) বিশিষ্ট ১০ নমুনা নির্দিষ্ট সময় পর পর সংগ্রহ করা হয়।
নমুনার গড় এবং তাদের রেঞ্জ নিম্নে দেয়া হল-
| নমুনা নং |
১ |
২ |
৩ |
৪ |
৫ |
৬ |
৭ |
৮ |
৯ |
১০ |
| গড় x |
৪৯ |
৪৫ |
৪৮ |
৫৩ |
৩৯ |
৪৭ |
৪৬ |
৩৯ |
৫১ |
৪৫ |
| রেঞ্জ R |
৭ |
৫ |
৭ |
৯ |
৫ |
৮ |
৮ |
৬ |
৭ |
৬ |
চার্ট থেকে মন্তব্য কর।
সমাধানঃ
|
নমুনা নং |
গড় x |
রেঞ্জ R |
|
১ |
৪৯ |
৭ |
|
২ |
৪৫ |
৫ |
|
৩ |
৪৮ |
৭ |
|
৪ |
৫৩ |
৯ |
|
৫ |
৩৯ |
৫ |
|
৬ |
৪৭ |
৮ |
|
৭ |
৪৬ |
৮ |
|
৮ |
৩৯ |
৬ |
|
৯ |
৫১ |
৭ |
|
১০ |
৪৫ |
৬ |
|
n = ১০ |
Σx = ৪৬২ |
ΣR = ৬৮ |
আমরা জানি,
গড় x = Σx/n = ৪৬২/১০ = ৪৬.২
গড় R = ΣR//n = ৬৮/১০ = ৬.৮
CL = x = ৪৬.২
AL = x = ± A2R
UAL = x + A2R
= ৪৬.২ + ০.৫৮ x ৬.৮
= ৫০.১৪ (টেবিল থেকে A2 এর মান পাওয়া যায়)
LAL = x – A2R
= ৪৬.২ – ০.৫৮ x ৬.৮ = ৪২.২৬
রেঞ্জ চার্ট
CL = R = ৬.৮
UAL = R × D4 = ৬.৮ × ২.১১৫ (টেবিল থেকে D4 ও D2 এর মান পাওয়া যায়)০
= ১৪.৩৮
UAL = Rx D2 = ৬.৮ x 0 = 0
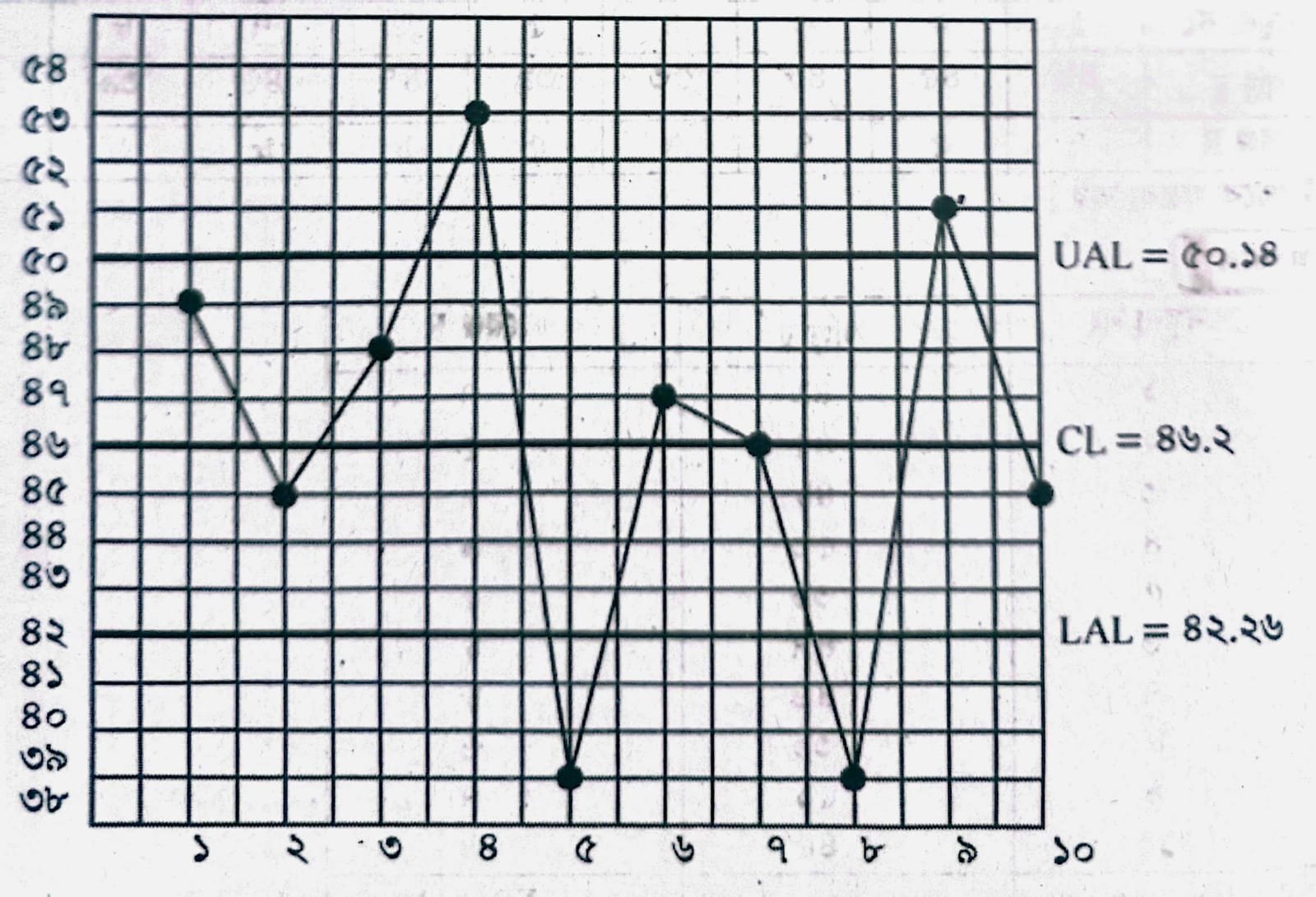
মন্তব্য:
গড় কন্ট্রোল চার্ট থেকে দেখা যায় যে, নমুনা নং ৪, ৫ ও যথাক্রমে আপার ও গোয়ার অ্যাকশন লিমিটের বাইরে পড়েছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণাধীন নয়।
রেঞ্জ চার্ট থেকে দেখা যায় যে, সমস্ত নমুনাগুলো আপার ও লোয়ার অ্যাকশন লিমিটের মধ্যে অবস্থান করছে। সুতরাং রেঞ্জের দিক থেকে প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে।
উদাহরণ-৭ :
নিম্নলিখিত ডাটা হতে বের কর
১ গড় হতে কন্ট্রোল চার্ট
২। রেঞ্জ হতে কন্ট্রোল চার্ট
|
পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
|
১ |
৬৫.০ |
৬৫.৮ |
৬৬.০ |
৬৪.০ |
|
২ |
৬৬.৬ |
৬৫.২ |
৬৬.২ |
৬৬.০ |
|
৩ |
৬৪.২ |
৬৫.০ |
৬৭.২ |
৬৭.৭ |
|
৪ |
৬৮.৮ |
৬৭.০ |
৬৬.০ |
৬৫.৫ |
|
৫ |
৬৭.০ |
৬৫.৩ |
৬৬.০ |
৬৭.২ |
|
৬ |
৬৬.২ |
৬৫.৫ |
৬৭.৮ |
৭০.০ |
|
৭ |
৬৮.০ |
৭.০.০ |
৬৭.০ |
৬৮.০ |
|
৮ |
৭১.০ |
৭২.০ |
৬৭.৪ |
৬৬.০ |
|
৯ |
৬৬.৫ |
৬৪.০ |
৬৬.৮ |
৭১.০ |
|
১০ |
৬৯.৫ |
৭০.৫ |
৬৯.০ |
৬৮.৫ |
সমাধানঃ
|
নমুনা নং |
গড় x |
রেঞ্জ R |
|
১ |
৬৫.২ |
২.০ |
|
২ |
৬৬.০ |
১.৪ |
|
৩ |
৬৬.০ |
৩.৫ |
|
৪ |
৬৬.৮ |
৩.৩ |
|
৫ |
৬৬.৪ |
১.৯ |
|
৬ |
৬৭.৪ |
৪.৫ |
|
৭ |
৬৮.২ |
৩.০ |
|
৮ |
৬৯.১ |
৬.০ |
|
৯ |
৬৭.১ |
৭.০ |
|
১০ |
৬৯.৪ |
২.০ |
|
n = ১০ |
Σx = ৬৭১.৬ |
ΣR = ৩৪.৬ |
নমুনা গড়গুলোর গড় x = Σx/n =৬৭১.৬/১০ = ৬৭.১৬
রেঞ্জগুলোর গড় R = ΣR//n = ৩৪.৬/১০ = ৩.৪৬
গড় চার্টের ক্ষেত্রে,
CL = x = ৬৭.১৬
AL = x = ± A2R = ৬৭.১৬ ± ০.৭৩ x ৩.৪৬ ( A2 এর মান টেবিল থেকে পাওয়া যায়)
UAL = ৬৭.১৬ + ০.৭৩ x ৩.৪৬ = ৬৯.৬৯
LAL = ৬৭.১৬ – ০.৭৩ x ৩.৪৬ = ৬৪.৬৩
রেঞ্জ চার্টের ক্ষেত্রে,
CL = R = ৩.৪৬
UAL = D4R = ২.২৮ × ৩.৪৬ = ৭.৮৯
LAL = D2R= 0 x ৩.৪৬ = 0 ( D4 ও D2 এর মান টেবিল থেকে পাওয়া যায়)


মন্তব্যঃ
গড় এবং রেঞ্জ উভয় চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে পড়েছে সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে বলে ধরা হয়।
উদাহরণ-৮।
নিম্নলিখিত ডাটা হতে গড় কন্ট্রোল চার্ট এবং রেঞ্জ কন্ট্রোল চার্ট বের কর।
|
পরীক্ষা নং |
১ |
২ |
৩ |
৪ |
|
১ |
৯.৫ |
৯.০ |
১০.০ |
১০.৫ |
|
২ |
১০.০ |
১০.৬ |
৯.৫ |
৯.০ |
|
৩ |
১০.৫ |
১০.০ |
১১.০ |
১১.৫ |
|
৪ |
১০.০ |
৯.৫ |
১০.৫ |
১১.০ |
|
৫ |
৯.৫ |
১০.০ |
১০.৫ |
১০.০ |
|
৬ |
৯.৮ |
১০.০ |
১০.০ |
১১.০ |
|
৭ |
১০.৫ |
৯.৫ |
১০.০ |
৯.০ |
|
৮ |
১০.০ |
৯.৮ |
১১.০ |
১০.০ |
সমাধান
|
পরীক্ষা নং |
গড় x |
রেঞ্জ R |
|
১ |
৯.৭৫ |
১.৫ |
|
২ |
৯.৭৭৫ |
১.৬ |
|
৩ |
১০.৭৫ |
১.৫ |
|
৪ |
১০.২৫ |
১.৫ |
|
৫ |
১০.০০ |
১.০ |
|
৬ |
১০.২০ |
১.২ |
|
৭ |
৯.৭৫ |
১.৫ |
|
৮ |
১০.২০ |
১.২ |
|
n =৮ |
Σx = ৮০.৬৮ |
ΣR = ১১.০ |
নমুনা গড়গুলোর গড় x = Σx/n =৮০.৬৮/৮ = ১০.০৮
রেঞ্জগুলোর গড় R = ΣR//n = ১১/৮ = ১.৩৭
সেন্ট্রাল লাইন, CL = x = ১০.০৮
UAL = x + A2R
= ১০.০৮ + ০.৭৩ x ১.৩৭ = ১১.০৮ ( A2 এর মান টেবিল থেকে পাওয়া যায়)
LAL = x – A2R
= ১০.০৪ – ০.৭৩ x ১.৭৩ = ৯.০৮
রেঞ্জের জন্য,
UAL = D4R = ২.২৮ × ১.৩৭ = ৩.১২ ( D4 ও D2 এর মান টেবিল থেকে পাওয়া যায়)
LAL = D2R= 0 x ১.৩৭ = 0

মন্তব্যঃ
গড় কন্ট্রোল চার্ট এবং রেঞ্জ কন্ট্রোল চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো কন্ট্রোল লিমিটের মধ্যে অবস্থান করছে। সুতরাং প্রক্রিয়াটি নিয়ন্ত্রণে রয়েছে বলে ধরা হয়।
উদাহরণ-৯।
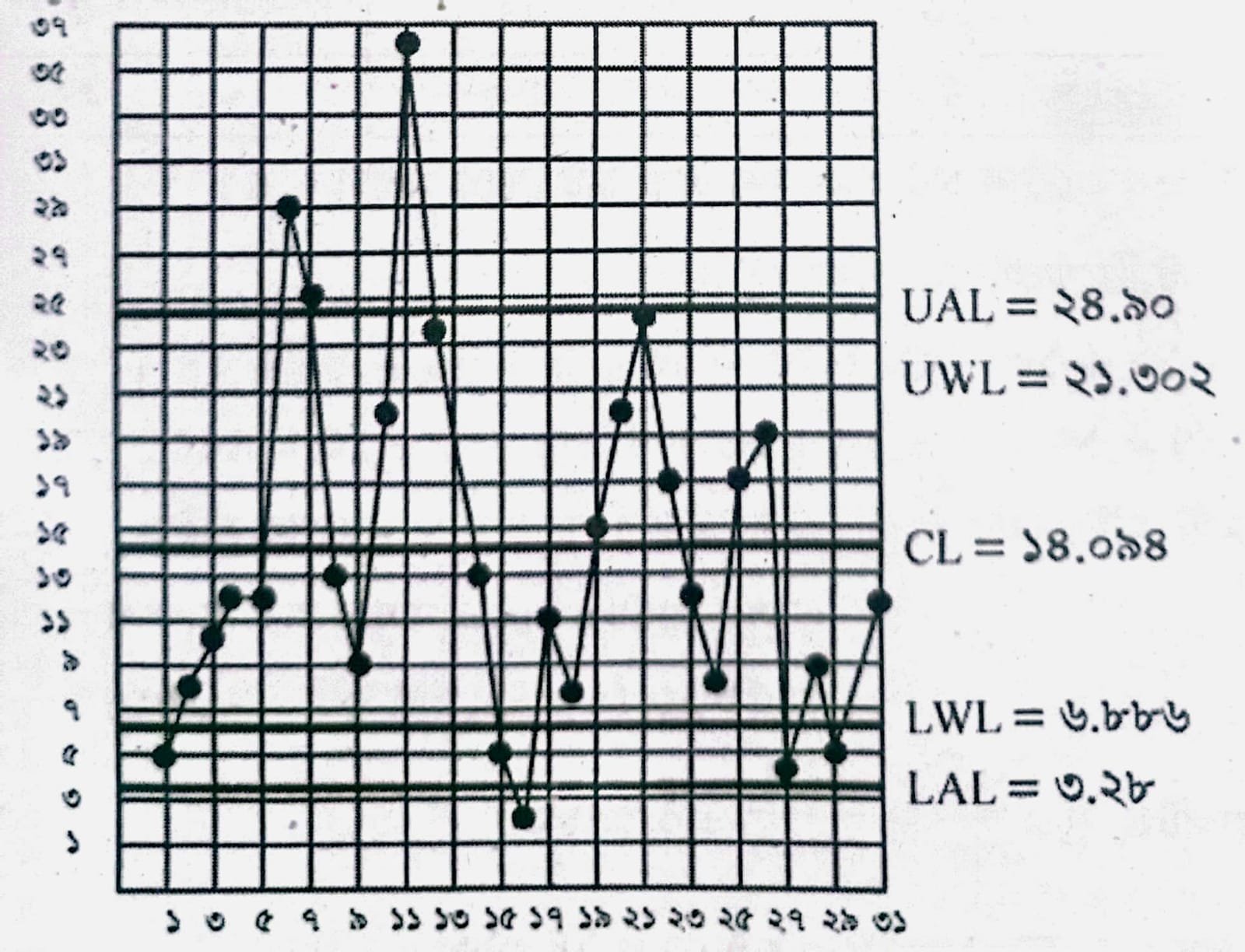
দৈব নমুনায়নের মাধ্যমে কোন উৎপাদনশীল কারখানার নমুনা পরীক্ষা করে নিম্নলিখিত নাম্বার অব ডিফেকটিভস পাওয়া গেল, যার স্যাম্পল সাইজ ১৮০।
| স্যাম্পল নং |
নাম্বার অব ডিফেকটিভস |
স্যাম্পল নং |
নাম্বার অব ডিফেকটিভস |
|
১ |
৫ |
১৬ |
২ |
|
২ |
৮ |
১৭ |
১১ |
|
৩ |
১০ |
১৮ |
৮ |
|
৪ |
১২ |
১৯ |
১৫ |
|
৫ |
১২ |
২০ |
২০ |
|
৬ |
২৯ |
২১ |
২৪ |
|
৭ |
২৫ |
২২ |
১৭ |
|
৮ |
১৩ |
২৩ |
১২ |
|
৯ |
৯ |
২৪ |
৮ |
|
১০ |
২০ |
২৫ |
১৭ |
|
১১ |
৩৬ |
২৬ |
১৯ |
|
১২ |
২৪ |
২৭ |
৪ |
|
১৩ |
১৯ |
২৮ |
৯ |
|
১৪ |
১৩ |
২৯ |
৫ |
|
১৫ |
৫ |
৩০ |
১২ |
নাম্বার অব ডিফেকটিভস কন্ট্রোল চার্ট অঙ্কন কর এবং চার্ট থেকে মন্তব্য দাও।
সমাধান :
সর্বমোট ডিফেকটিভস সংখ্যা (Σdi)
=৫+৮+১০+১২+১২+২৯+২৫+১৩+৯+২০+৩৬+২৪+১৯+১৩+৫+২+১১+৮+১৫+২০+২৪+১৭+১২+৮+১৭+১৯+৪+৯+৫+১২=৪২৩
পরিদর্শনকৃত সর্বমোট আইটেমের সংখ্যা = নম্বার অব স্যাম্পল x স্যাম্পল সাইজ
= ৩০ x ১৮০ (m = নাম্বার অব স্যাম্পল = ৩০ )
= ৫৪০০ (n = স্যাম্পল সাইজ = ১৮০)
ফ্র্যাকশন ডিফেকটিভ, P= Σdi/mn = ৪২৩/৫৪০০ = ০.০৭৮৩
সেন্ট্রাল লাইন (CL) = np = ১৮০ x ০.০৭৮৩ = ১৪.০৯৪
অ্যাকশন লিমিট, AL = xp ± ৩√np(১-p )
UAL = ১৪.০৯৪ + ৩√১৪.০৯৪(১ – ০.০৭৮৩)
= ১৪.০৯৪ + ৩√১২.৯৯
= ১৪.০৯৪ + ৩ x ৩.৬০৪
= ১৪.০৯৪ + ১০.৮১ = ২৪.৯০
LAL = ১৪.০৯৪ – ৩√১৪.০৯৪(১ – ০.০৭৮৩)
= ১৪.০৯৪ – ৩√১২.৯৯
= ১৪.০৯৪ – ৩ x ৩.৬০৪
= ১৪.০৯৪ – ১০.৮১ = ৩.২৮
ওয়ার্নিং লিমিট (WL) = np ± ২√np (১-p )
= ১৪.০৯৪ ± ২√১৪.০৯৪ (১ – ০.০৭৮৩ )
UWL = ১৪.০৯৪ + ২√১৪.০৯৪ (১ – ০.০৭৮৩ )
= ১৪.০৯৪ + ২ × ৩.৬০৪ = ২১.৩০২
LWL = ১৪.০৯৪ – ২√১৪.০৯৪ (১ – ০.০৭৮৩ )
= ১৪.০৯৪ – ২√১২.৯৯
= ১৪.০৯৪ – ২ × ৩.৬০৪ = ৬.৮৮৬
মন্তব্য :
কন্ট্রোল চার্ট থেকে দেখা যায় যে, নমুনা নং ৬, ৭ এবং ১১ আপার অ্যাকশন লিমিটের বাহিরে এবং নমুনা ন ১৬ লোয়ার অ্যাকশন লিমিটের বাহিরে পড়েছে। কন্ট্রোল চার্টের সম্ভাব্য রীতিনীতি অনুসারে যদি কোন বিন্দু আশার সোয়ার অ্যাকশন লিমিটের বাহিরে পড়ে তাহলে প্রসেসটিকে নিয়ন্ত্রণাধীন নয় বলে ধরে নেয়া হয়।
এক্ষেত্রেও যেহেত নমুনা নং ৬, ৭ এবং ১১ আপার কন্ট্রোল লিমিটের বাহিরে এবং নমুনা নং ১৬ লোয়ার কন্ট্রোল লিমিটের বাহিরে পরেই সুতরাং প্রসেসটি নিয়ন্ত্রণাধীন নয়। তাই এ ব্যাপারে প্রতিরোধযোগ্য ভারতম্যের কারণ খুঁজে দেখতে হবে।
উদাহরণ-১০।
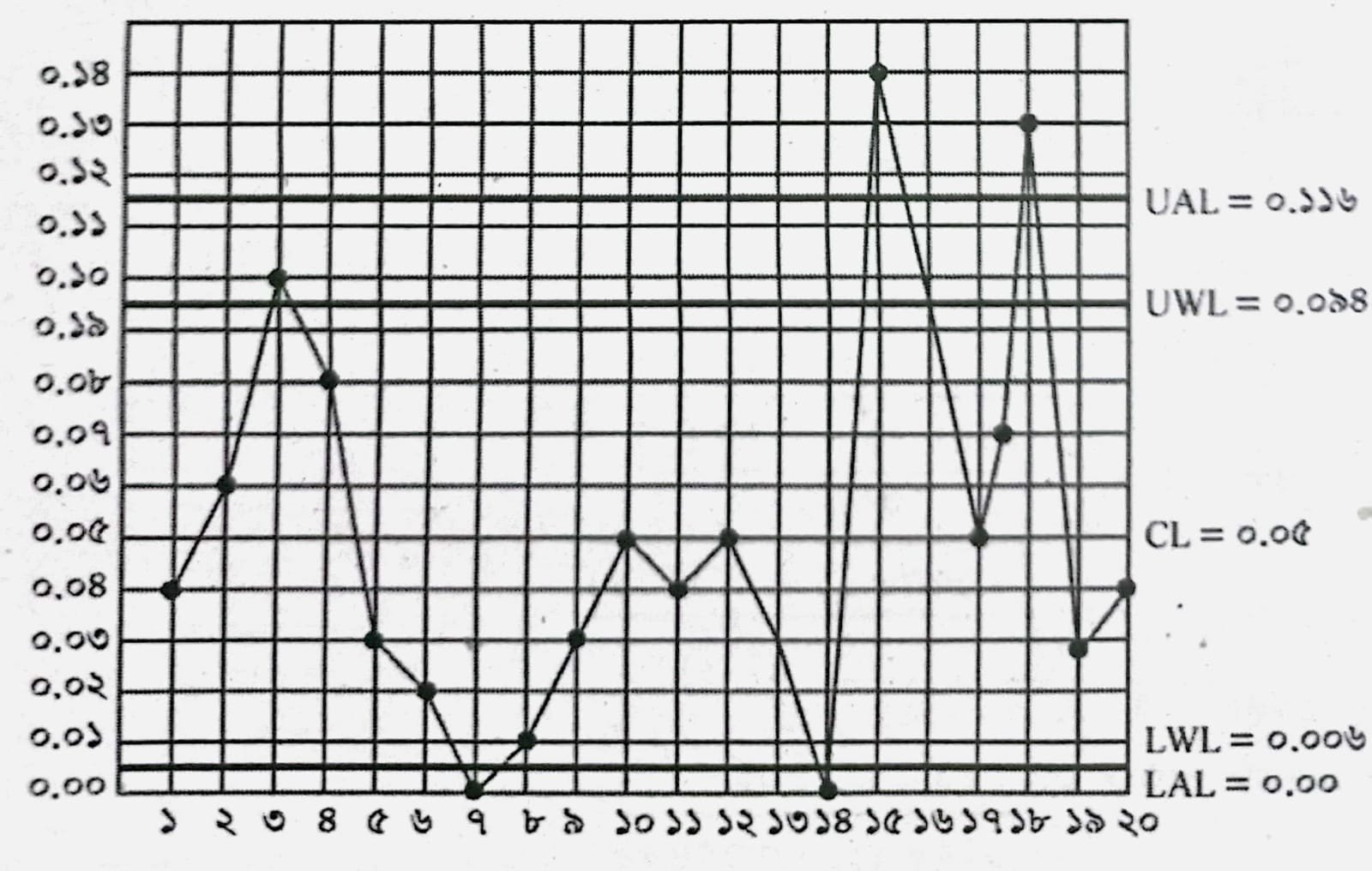
নিম্নলিখিত তথ্যাবলি হতে প্রচুর ক্ষমতাসম্পন্ন একটি টেলিভিশন টিউব তৈরির কারখানায় দৈব নমুনায়নের মাধ্যমে প্রত্যক্ষ ১০০টি টেলিভিশন টিউব পরীক্ষা করা হয় এবং ত্রুটিযুক্ত টিউব সংখ্যা নোট করা হয়।
একটি ফ্র্যাকশন ডিফেকটিভ কন্ট্রোল চার্ট অক্ষন কর এবং প্রসেস সম্পর্কে মন্তব্য দাও।
|
নমুনা নং |
নাম্বার অব ডিফেকটিভ |
নমুনা নং |
নাম্বার অব ডিফেকটিভ |
|
১ |
৪ |
১১ |
৪ |
|
২ |
৬ |
১২ |
৫ |
|
৩ |
১০ |
১৩ |
৩ |
|
৪ |
৮ |
১৪ |
০ |
|
৫ |
৩ |
১৫ |
১৪ |
|
৬ |
২ |
১৬ |
৭ |
|
৭ |
০ |
১৭ |
৮ |
|
৮ |
১ |
১৮ |
১৩ |
|
৯ |
৩ |
১৯ |
৩ |
|
১০ |
৫ |
২০ |
৪ |
|
নমুনা নং |
নাম্বার অব ডিফেকটিভ |
ফ্র্যাকশন অব ডিফেকটিভ Pi |
|
১ |
৪ |
০.০৪ |
| ২ |
৬ |
০.০৬ |
|
৩ |
১০ |
০.১০ |
|
৪ |
৮ |
০.০৮ |
|
৫ |
৩ |
০.০৩ |
|
৬ |
২ |
০.০২ |
|
৭ |
০ |
০.০০ |
|
৮ |
১ |
০.০১ |
|
৯ |
৩ |
০.০৩ |
|
১০ |
৫ |
০.০৫ |
|
১১ |
৪ |
০.০৪ |
|
১২ |
৫ |
০.০৫ |
|
১৩ |
৩ |
০.০৩ |
|
১৪ |
০ |
০.০০ |
|
১৫ |
১৪ |
০.১৪ |
|
১৬ |
৫ |
০.০৭ |
|
১৭ |
৭ |
০.০৫ |
|
১৮ |
১৩ |
০.১৩ |
|
১৯ |
৩ |
০.০৩ |
|
২০ |
৪ |
০.০৪ |
|
১০০ |
ΣPi = ১.০০ |
P = ১.০০/২০ = ০.০৫
বা, P = ১০০/(২০ x ১০০) = ০.০৫
সেন্ট্রাল লাইন, CL = p = ০.০৫
অ্যাকশন লিমিট (AL) = p ± ৩√p(1-p)/n
= ০.০৫ ± ৩√০.০৫(1- ০.০৫)/১০০
UWL = ০.০৫ + ৩√০.০৫(1- ০.০৫)/১০০
= ০.০৫ + ৩√০.০০০৪৭৫
= ০.০৫+ ৩ x ০.০২২
= ০.১১৬
LAL = ০.০৫ – ৩√০.০৫(1- ০.০৫)/১০০
= ০.০৫ – ৩√০.০০০৪৭৫
= ০.০৫- ৩ x ০.০২২
= – ০.০১৬ বা ০ (শূন্য)
= 0.05 – 3
ডিফেকটিভ সংখ্যা নেগেটিভ হতে পারে না তাই LAL কে শূন্য (0) ধরতে হবে।
আবার,
ওয়ার্নিং লিমিট (WL) = p ± ২√p(1-p)/n
= ০.০৫ ± ২√০.০৫(1- ০.০৫)/১০০
UAL = ০.০৫ + ২√০.০৫(1- ০.০৫)/১০০
= ০.০৫ + ২√০.০০০৪৭৫
= ০.০৫+ ২ x ০.০২২
= ০.০৯৪
LWL = ০.০৫ – ২√০.০৫(1- ০.০৫)/১০০
= ০.০৫ – ২√০.০০০৪৭৫
= ০.০৫- ২ x ০.০২২
= ০.০০৬
মন্তব্য
কন্ট্রোল চার্ট থেকে দেখা যায় যে, সমস্ত বিন্দুগুলো আপার ও লোয়ার কন্ট্রোল লিমিটের মধ্যে পতিত হয় নাই । নমুনা নং ১৫ ও ১৮ আপার অ্যাকশন লিমিটের বাহিরে পড়েছে। তাই প্রসেসটি নিয়ন্ত্রণে নয় বলে ধরে নেয়া হয়।
উদাহরণ-১১।
প্রতি লটে ২০০০ পিস গুডস বিশিষ্ট ২২টি লটে নাম্বার অব ডিফেকটিভস (ত্রুটিযুক্ত পিসের সংখ্যা) দেয়া হল- ৪২৫, ৪৩০, ২১৬, ২২৫, ৩২২, ২৮০, ৩০৬, ৩৩৭, ৩০৫, ৩৫৬, ৪০২, ২১৬, ২৬৪, ১২৬, ৪০৯, ১৯৩, ২৬, ২৮০, ২২৯, ৪৫১, ৪২০ ও ৩৪১
কন্ট্রোল চার্ট ফর ফ্র্যাকশন ডিফেকটিভ অঙ্কন কর এবং প্রসেস সম্পর্কে মন্তব্য দাও।
|
লট নং |
নাম্বার অব ডিফেকটিভ |
ফ্র্যাকশন ডিফেকটিভ |
লট নং |
নাম্বার অব ডিফেকটিভ |
ফ্র্যাকশন ডিফেকটিভ |
|
১ |
৪২৫ |
০.২১২৫ |
১২ |
২১৬ |
০.১০৮০ |
|
২ |
৪৩০ |
০.২১৫০ |
১৩ |
২৬৪ |
০.১৩২০ |
|
৩ |
২১৬ |
০.১০৮০ |
১৪ |
১২৬ |
০.০৬৩০ |
|
৪ |
২২৫ |
০.১১২৫ |
১৫ |
৪০৯ |
০.২০৪৫ |
|
৫ |
৩২২ |
০.১৬১০ |
১৬ |
১৯৩ |
০.০৯৬৫ |
|
৬ |
২৮০ |
০.১৪০০ |
১৭ |
৩২৬ |
০.১৬৩০ |
|
৭ |
৩০৬ |
০.১৫৩০ |
১৮ |
২৮০ |
০.১৪০০ |
|
৮ |
৩৩৭ |
০.১৬৮৫ |
১৯ |
২২৯ |
০.১১৪৫ |
|
৯ |
৩০৫ |
০.১৫২৫ |
২০ |
৪৫১ |
০.২২৫৫ |
|
১০ |
৩৫৬ |
০.১৭৮০ |
২১ |
৪২০ |
০.২১০০ |
|
১১ |
৪০২ |
০.২০১০ |
২২ |
৩৪১ |
০.১৭০৫ |
| ΣPi = ৩.৪২৯৫ |
গড় ফ্র্যাকশন ডিফেকটিভ, p = ΣPi/২২
p = ৩.৪২৯৫/২২ = ০.১৫৫৮
অ্যাকশন লিমিট
(AL) = p ± ৩√p(1-p)/n
= ০.১৫৫৮ ± ৩√০.১৫৫৮(1- ০.১৫৫৮)/২০০০
UAL = ০.১৫৫৮ + ৩√০.১৫৫৮(1- ০.১৫৫৮)/২০০০
= ০.১৫৫৮ + ৩√০.০০০০৬৫৭
= ০.১৫৫৮ + ৩ x ০.০০৮১ = ০.১৮০১
LAL = ০.১৫৫৮ – ৩√০.১৫৫৮(1- ০.১৫৫৮)/২২০০
= ০.১৫৫৮- ৩ x ০.০০৮১ = ০.১৩১৫
ওয়ার্নিং লিমিট
(WL) = p ± ২√p(1-p)/n
= ০.১৫৫৮ ± ২√০.১৫৫৮(1- ০.১৫৫৮)/২২০০
UWL = ০.১৫৫৮ + ২√০.১৫৫৮(1- ০.১৫৫৮)/২০০০
= ০.১৫৫৮+ ২ x ০.০০৮১
= ০.১৭২০
LWL = ০.১৫৫৮ – ২√০.১৫৫৮(1- ০.১৫৫৮)/২০০০
= ০.১৫৫৮- ২ x ০.০০৮১
= ০.১৩৯৬
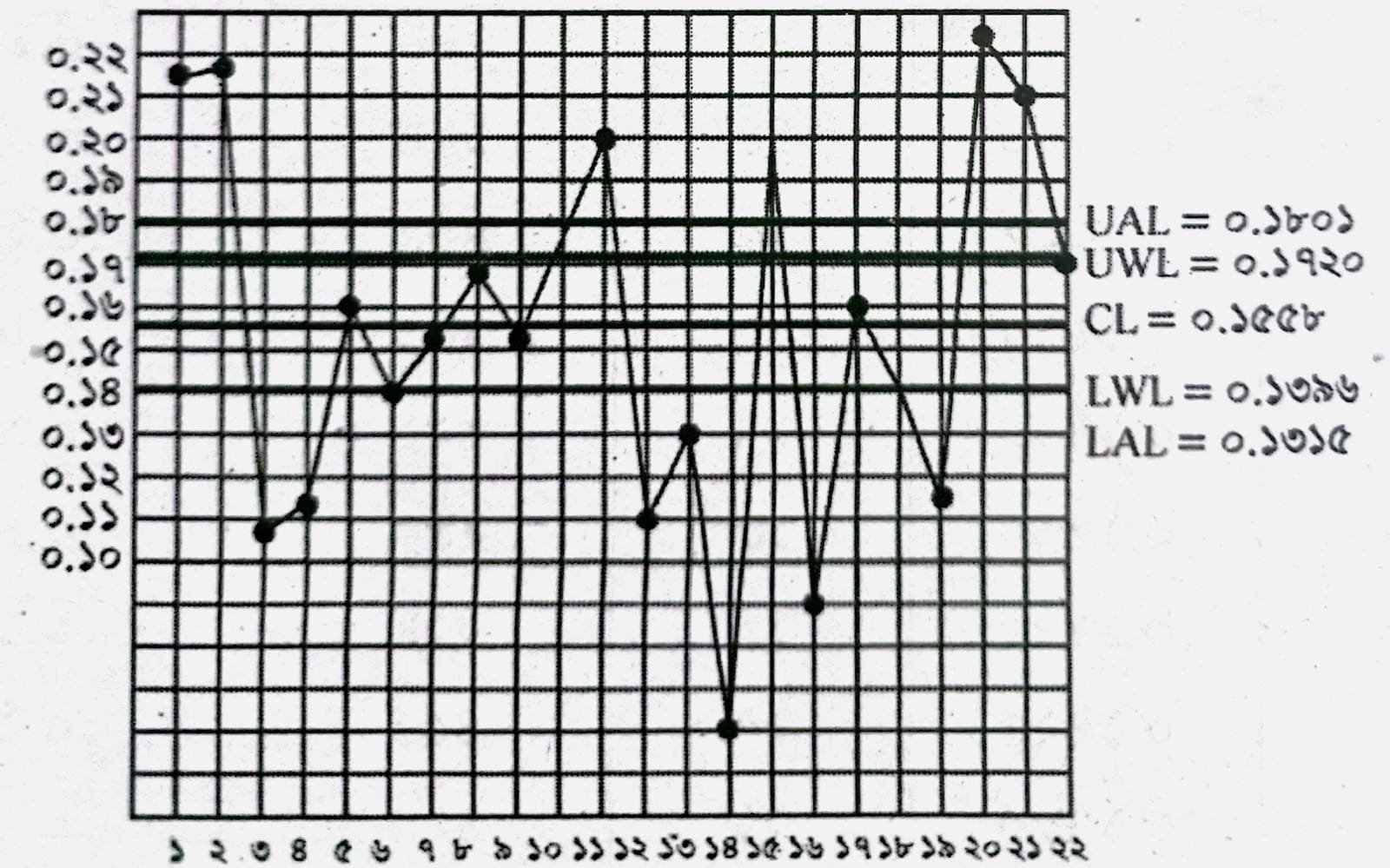
মন্তব্যঃ
কন্ট্রোল চার্ট হতে দেখা যায় যে নমুনা নং ১,২,১১,১৫,২০ ও ২১ আপার কন্ট্রোল লিমিটের বাহিরে এবং নমুনা নং ৩, ৪, ১২, ১৪, ১৬ ও ১৯ লোয়ার কন্ট্রোল লিমিটের বাহিরে পড়েছে। অর্থাৎ চার্টের অনেক বিন্দুই অ্যাকশন লিমিটের বাহিরে পড়েছে । সুতরাং নিঃসন্দেহে এ মন্তব্য করা যায় যে, প্রসেসটি সম্পূর্ণ নিয়ন্ত্রণের বাহিরে রয়েছে।
উদাহরণ-১২।
সমান দৈর্ঘ্যের ২০ দিন পলিয়েস্টার কাপড় পরীক্ষা করে পিসগুলোতে নিম্নোক্ত নাম্বার অব ডিফেক্ট ( ত্রুটির সংখ্যা) পাওয়া যায়।
কন্ট্রোল চার্ট ফর নাম্বার অব ডিফেকটস বা চার্ট অংকন কর এবং এসেনটি নিয়ন্ত্রণে আছে কি না মন্তব্য কর।
২, ৩, ৫, ৮, ১২, ২, ৩, ৪, ৬, ৫, ৬, ১০, ৪, ৬, ৫, ৭, ৯, ৭,৩ ও ৪
সমাধান :
প্রতি পিস কাপড়ে গড় ত্রুটির সংখ্যা = c
c = (২+৩+৫+৮+১২+২+৩+৪+৬+৫+৬+১০+৪+৬+৫+৭+৯+৭+৩+৪)/২০
= ১১১/২০
= ৫.৫৫
c = ৫.৫৫
AL = c ± ৩√c = ৫.৫৫ ± ৩√৫.৫৫
UAL = ৫.৫৫ + ৩√৫.৫৫
= ৫.৫৫ + ৩ x ২.৩৫ = ১২.১৬
LAL = ৫.৫৫ – ৩√৫.৫৫
= ৫.৫৫ – ৩×২.৩৫ = – ১.৫
= ০ (ত্রুটির সংখ্যা নেগেটিভ হতে পারে না)
WL = C ± ২√c = ৫.৫৫ ± ২√৫.৫৫
UWL = ৫.৫৫ + ২√৫.৫৫ = ৫.৫৫ + ২ x ২.৩৫ = ১০.২৫
LWL = ৫.৫৫ – ২√৫.৫৫ = ৫.৫৫ – ২ × ২.৩৫ = ০.৮৫

মন্তব্য :
কন্ট্রোল চার্ট থেকে দেখা যায় যে, চার্টের কোন বিন্দুই আপার বা লোয়ার অ্যাকশন লিমিটের বাহিরে পড়ে নাই। সুতরাং প্রসেসটি নিয়ন্ত্রণাধীনে আছে বলে ধরে নেয়া যায়।
উদাহরণ-১৩।
একটি নিটিং মিলের উৎপাদিত নিটেড কাপড়ের রোলের প্রতিটি পরীক্ষা করে নিম্নোক্ত ত্রুটির সংখ্যা (নাম্বার অব ডিফেকস) পাওয়া যায়। কোন রোল কি নিয়ন্ত্রণের বাহিরে আছে?
|
ফেব্রিক রোল নং |
ত্রুটির সংখ্যা |
ফেব্রিক রোল নং |
ত্রুটির সংখ্যা |
|
১ |
৫২ |
৯ |
৬৪ |
|
২ |
৬৬ |
১০ |
৭৩ |
|
৩ |
৫৫ |
১১ |
৫০ |
|
৪ |
৫৮ |
১২ |
৭৮ |
|
৫ |
৬৭ |
১৩ |
৫৪ |
|
৬ |
৬২ |
১৪ |
৫৩ |
|
৭ |
৫৮ |
১৫ |
৬৬ |
|
৮ |
৬১ |
সমাধান :
এখানে ডিকেটিভ পয়েন্ট দ্বারা চার্ট আঁকতে হবে। প্রতি রোলে গড় ত্রুটির সংখ্যা c = Σci/x
c= (৫২+৬৬+৫৫+৫৮+৬৭+৬২+৫৮+৬১+৬৪+৭৩+৫০+৭৮+৫৪+৫৩+৬৬)/১৫
= ৯০৭/১৫ = ৬০.৪৬
AL = c ± ৩√c = ৬০.৪৬ ± ৩√৬০.৪৬
UAL = ৬০.৪৬ + ৩√৬০.৪৬
= ৬০.৪৬ + ৩ x ৭.৭৮ = ৮৩.৮
LAL = ৬০.৪৬ – ৩√৬০.৪৬
= ৬০.৪৬ – ৩×৭.৭৮ = ৩৭.১২
WL = C ± ২√c = ৬০.৪৬ ± ২√৬০.৪৬
UWL = ৬০.৪৬ + ২√৬০.৪৬ = ৬০.৪৬ + ২ x ৭.৭৮ = ৭৬.০২
LWL = ৬০.৪৬ – ২√৬০.৪৬ = ৬০.৪৬ – ২ × ৭.৭৮ = ৪৪.৯০
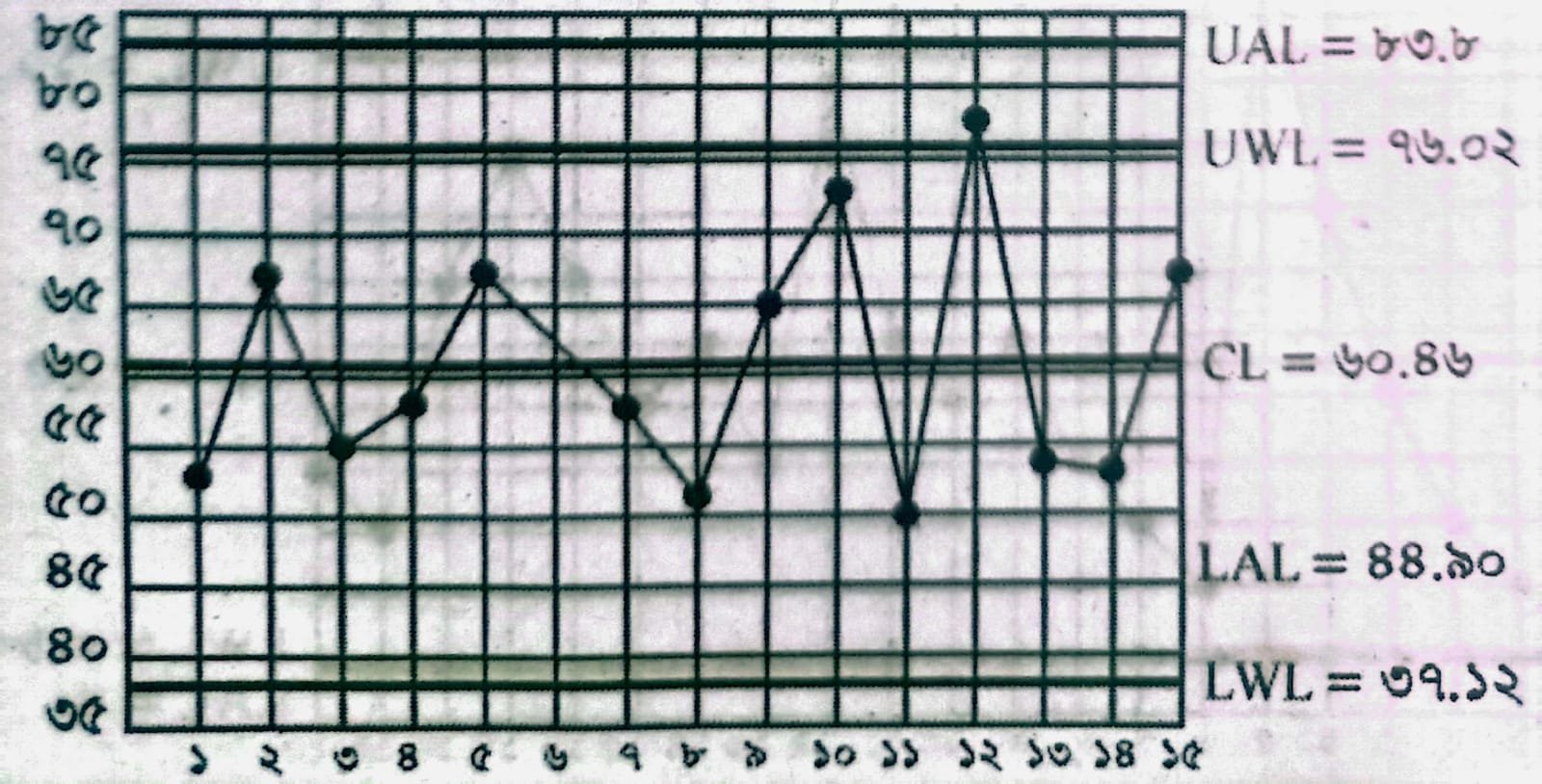
মন্তব্যঃ
এ কন্ট্রোল চার্চ বিশ্লেষণ করলে দেখা যায় যে, চার্টের সমস্ত বিন্দুগুলো আপার অ্যাকশন লিমিট ও লোয়ার অ্যাকশন লিমিটের মধ্যে পড়েছে। সুতরাং প্রসেসটি নিয়ন্ত্রণাধীনে রয়েছে এবং কোন রোলই নিয়ন্ত্রণের বাহিরে নাই।
বিভিন্ন নমুনা আকারের জন্য A2, D2 এবং D4 এর মান
|
নমুনা আকার |
X চার্টের জন্য A2 |
R চার্টের জন্য |
|
|
D2 |
D4 |
||
|
২ |
১.৮৮ |
০ |
৩.২৭ |
|
৩ |
১.০২ |
০ |
২.৩৭ |
|
৪ |
০.৭৩ |
০ |
২.২৮ |
|
৫ |
০.৫৮ |
০ |
২.১১ |
|
৬ |
০.৪৮ |
০ |
২.০০ |
|
৭ |
০.৪২ |
০.০৮ |
১.৯২ |
|
৮ |
০.৩৭ |
০.১৪ |
১.৮৬ |
|
৯ |
০.৩৪ |
০.১৮ |
১.৮২ |
|
১০ |
০.৩১ |
০.২২ |
১.৭৮ |
|
১১ |
০.২৯ |
০.২৬ |
১.৭৪ |
|
১২ |
০.২৭ |
০.২৮ |
১.৭২ |
|
১৩ |
০.২৫ |
০.৩১ |
১.৬৯ |
|
১৪ |
০.২৪ |
০.৩৩ |
১.৬৭ |
|
১৫ |
০.২২ |
০.৩৫ |
১.৬৫ |
|
১৬ |
০.২১ |
০.৩৬ |
১.৬৪ |
|
১৭ |
০.২০ |
০.৩৮ |
১.৬২ |
|
১৮ |
০.১৯ |
০.৩৯ |
১.৬১ |
|
১৯ |
০.১৯ |
০.৪০ |
১.৬০ |
|
২০ |
০.১৮ |
০.৪১ |
১.৫৯ |