আজকে আমাদের আলোচনার বিষয়-মিক্সিং ও ব্লেন্ডিং করার পদ্ধতিসমূহ
মিক্সিং ও ব্লেন্ডিং করার পদ্ধতিসমূহ (Processs of Mixing and Blending) :
মিক্সিং ও ব্লেন্ডিং করার জন্য নিম্নলিখিত উপায়সমূহ অবলম্বন করা যেতে পারে ।
হ্যান্ড স্টক ব্লেন্ডিং (Hand Stock Blending)
২। বিন ব্লেন্ডিং (Bin Blending)
৩। ল্যাপ ব্লেন্ডিং (Lap Blending )
৪। কার্ড রেন্ডিং (Card Blending
৫। ড্র ফ্রেম ব্লেন্ডিং (Draw Frame Blending)
৬। ম্যাসিভ ব্লেন্ডিং (Massive Blending)
উপরিউক্ত পদ্ধতি ছাড়া আরও কয়েকটি মিশ্রণ পদ্ধতি ব্যবহৃত হয়। যেমন- আয়তন মিশ্রণ, বেইল মিশ্রণ, স্বয়ংজি মিশ্রণ, স্তূপাকার মিশ্রণ ইত্যাদি। স্পীড ফ্রেম ও রিং ফ্রেমে ডাবলিং এর মাধ্যমেও মিশ্রণ করা হয় কিন্তু খুব ভালো ক পাওয়া যায় না।
হ্যান্ড স্টক ব্লেন্ডিং (Hand Stock Blending) :
এ পদ্ধতি খুবই পুরাতন এবং হাত দ্বারা এই মিশ্রণ করা হয় পদ্ধতি সাধারণত সূক্ষ্ম কাউন্টের বেলায় ব্যবহৃত হয় । উপরিউক্ত প্রক্রিয়া খুবই সাধারণ ও সাদাসিধে প্রক্রিয়া। প্রথমে রোরুম বিভাগের পরিষ্কার মেঝেতে বড় আকারে নির্দিষ্ট একটি জায়গায় (১) নং গাইটটি খুলে হাত দ্বারা ছোট ছোট গুচ্ছে পরিণত করে, পাতলা ও সমানভাবে তুলাগুলোে ছড়িয়ে দেওয়া হয়।
অতঃপর এর উপর (২) নং গাঁইটটি অনুরূপভাবে প্রথম গাঁইটের উপর মেঝেতে ছড়িয়ে থাক তুলাসমূহকে আবৃত করে দেওয়া হয়। গাঁইটের সংখ্যা ও স্তরের পুরুত্ব মিশ্রণের অনুপাতের উপর নির্ভর করে। ল রাখতে হবে যাতে একই ধরনের তুলা পরস্পর পাশাপাশি না থাকে।
কাজেই মিশ্রণের অনুপাতের উপর নির্ভর করে তুল গাঁইটের উপর আগেই মার্কার বা চিহ্নের ব্যবস্থা করা হয়। প্রয়োজনীয় মিশ্রণ বা সাজানো শেষ হওয়ার পর তুলার স্তরে কমপক্ষে ১২ ঘণ্টা পর্যন্ত রেখে দেওয়া হয়। ফলে এটা প্রাকৃতিকভাবে বাতাসে ফুলে আলগা হয় এবং কিছুটা কন্ডি (Condition) হয়।
সবশেষে উক্ত স্টক লম্বালম্বিভাবে উপর থেকে নিচ পর্যন্ত হাত দ্বারা কেটে তুলাগুলোকে পরব প্রক্রিয়ার জন্য হপার ফিডারের ফিড ল্যাটিসে ফেলা হয়। বেল বা গাঁইটের সংখ্যা যত বেশি হবে মিশ্রণের মানও তত বে ভালো হবে ।

১। হ্যান্ড স্টক ব্লেন্ডিং-এর সুবিধাবলি :
শক্তভাবে চাপানো বেইলের আঁশের খণ্ডসমূহ মেঝের উপর খোলা অবস্থায় রেখে দিয়ে বাতাসে তুলা ফুলে কিছুটা চাপমুক্ত আলগা হয় ।চাপমুক্ত আলগা তুলাসমূহ পরবর্তী প্রক্রিয়ায় অর্থাৎ ব্লোরুমে একক আঁশের পর্যায়ে নিতে সহজতর হয়।
মেঝেতে ১২ ঘণ্টা রেখে দেওয়ার কারণে এটা বাতাস হতে জলীয়বাষ্প গ্রহণ করে, ফলে পরবর্তী প্রক্রিয়া কিছুটা সহজতর হয়। আঁশ বাতাসে কম উড়ে বেড়ায় এবং স্লাইভার রোভিং ও সুতা কম অসম হয় এব ফ্রেমে সুতা কম ছিঁড়ে। তুলা আলগা ও ছোট ছোট গুচ্ছে পরিণত করার ফলে ব্লোরুমের যন্ত্রপাতির উপর চাপ কম পড়ে।
অসুবিধাসমূহ ঃ
- অতিরিক্ত শ্রমশক্তির প্রয়োজন।
- ব্লোরুমের মেঝেতে অতিরিক্ত বড় জায়গার প্রয়োজন ।
- খোলা তুলা যেহেতু বাতাসে কন্ডিশন হয়, কাজেই আগুন লাগার সম্ভাবনা রয়েছে।
- খোলা তুলাগুলো সমভাবে ছড়ানো ও আলগা হয়েছে কি না তা সহজে নিশ্চয়তা পাওয়া যায় না ।
২। বিন ব্লেন্ডিং (Bin Blending) :
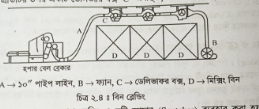
বিন মিক্সিং এ তুলা বেল ওপেনার (Bale Opener) থেকে তুলার ক্ষুদ্র ক্ষুদ্র গুচ্ছ পাম্পের সাহায্যে পাইপ লাইনে নেয়া হয়। পাইপ লাইনটি ১০” ব্যাসের ওপেনার থেকে শুরু হয়ে সারিবদ্ধ বিনগুলোর উপর দিয়ে একটি পাম্প ‘B’ এ শেষ হয়। বিন এর সারির উপর প্রতিটির উপর একটি ডেলিভারি বক্স ‘C” অবস্থিত, যার সাহায্যে তুলা বিনে জমা হয় ।
৩। ল্যাপ ব্লেন্ডিং (Lap Blending) :
ল্যাপ ব্লেন্ডিং এ দুটি স্কাচার (Scutcher) ব্যবহার করা হয়। একটি ব্রেকার স্কাচার ও অপরটি ফিনিশার স্কাচার। রোরুম লাইনের শেষে ব্রেকার স্কাচার থাকে। ব্রেকার স্কাচার দ্বারা বিভিন্ন মানের বা বিভিন্ন গ্রেডের তুলা দ্বারা ল্যাপ তৈরি করা হয়।
ফিনিশার স্কাচারের পূর্বে চারটি ল্যাপ ফিড করার সুযোগ অর্থাৎ চারটি ল্যাপ স্ট্যান্ড আছে। ফলে মিশ্রণ অনুপাতে সীমিত থাকে অর্থাৎ ১/৩, ১/১, ৩/১, ১/১/২, ২/১/১ অথবা ১/১/১/১ সংখ্যক ল্যাপ ব্যবহার করা যায়। এ ধরনের মিশ্রণ প্রণালি এখনো সাফল্যজনকভাবে হয়ে আসছে।
৪। কার্ড ব্লেন্ডিং (Card Blending) :
এ ধরনের ব্লেন্ডিং মাঝে মাঝে উচ্চ উৎপাদনশীল কার্ডিং মেশিনে ব্যবহার করা হয়, যাতে দুটি ল্যাপ ফিড করা হয়। কাজেই কার্ডিং মেশিনে দুটি ল্যাপ ফিডের ব্যবস্থা রাখা হয়। অতিরিক্ত ল্যাপ রোল ফিড করার জন্য চেইন লিঙ্ক দ্বারা ল্যাপ রোল গিয়ারের সাথে সরাসরি সংযোগ থাকে। এই পদ্ধতি দুটি মাত্র আলাদা ল্যাপ একত্রে মিক্সিং করা হয়।
৫। ড্র ফ্রেম ব্লেন্ডিং (Draw Frame Blending) :
এই পদ্ধতিতে কতগুলো বিভিন্ন মানের কার্ড স্লাইভার একত্রে নির্দিষ্ট অনুপাতে ডাবলিং (Doubling) করে আঁশসমূহকে মিক্সিং করা হয়। সাধারণত ড্র ফ্রেমে ছয়টি বা আটটি স্লাইভার দিয়ে একটি স্লাইভার তৈরি করা হয়। বিভিন্ন মানের বা প্রকারের আঁশ দ্বারা তৈরি স্লাইভারকে পূর্ব নির্ধারিত অনুপাতে ড্র ফ্রেমে সাজিয়ে মিক্সিং ও ব্লেন্ডিং করা হয়।
উদাহণস্বরূপ ঃ
মনে করি,
তুলা আঁশ ৭৫ ভাগ ও পলিয়েস্টার আঁশ ২৫% একত্রে মিক্সিং করতে হবে।
কাজেই তুলা আঁশকে- ক ও পলিয়েস্টার আঁশকে- খ ধরে, ড্র ফ্রেম স্লাইভারকে নিম্নলিখিতভাবে সাজানো যায়-
প্রতিটি স্লাইভার ক্যান হতে ১টি স্লাইভার নিয়ে ডাবলিং ও ড্রাফটিং-এর মাধ্যমে ১টি স্লাইভার উৎপন্ন করা হয়। পাদিত স্লাইভার এর – অংশ তুলা ও – অংশ পলিয়েস্টার অর্থাৎ ৭৫% তুলা ও ২৫% পলিয়েস্টার আঁশ বিদ্যমান থাকে ।
৬। ম্যাসিভ রেন্ডিং (Massive Blending ) :
সাধারণত দুই ধরনের ম্যাসিভ ব্লেন্ডিং ব্যবহার করা হয়। এক ধরনে মিশরের, অন্য ধরনের আমেরিকার ।
মিশরীয় পদ্ধতিতে তুলার আঁশকে সাধারণত দুই বার গাইট বাঁধা হয়। প্রথমবার ঢিলা ও অনেক বড় করে গাইট বাং হয়, যা সাধারণত নিজ দেশে ব্যবহৃত হয়।
এ ধরনের বেল বা গাঁইট সহজেই হাত দ্বারা খুলে ছোট ছোট গুচ্ছে করা হয়, যাতে সুষম ব্লেন্ডিং এর নিশ্চয়তা দেওয়া সম্ভব। এতে ছিটিয়ে পানিও যোগ করা হয়। কিন্তু রপ্তানি করার জন পূর্বে ঢিলা (Loose) বেলকে পুনরায় শক্ত করে চাপ প্রয়োগ করে বেল বা গাঁইট বাঁধা হয়, যার প্রতি ঘনফুটের ওজন ৩৫ পাউণ্ড আমেরিকায় অতি উন্নত ম্যাসিভ ব্লেন্ডিং পদ্ধতি ব্যবহার করা হয়।

পরিণা প্রতি পাশে ৬টি করে ২ লাইন ব্লেন্ডার ফিডার ব্যবহার করা হয়। লাইন ২টির শেষের প্রান্তে একটি এস.আর.আর.এ ওপেনার (S.R.R.L Opener) আছে। যার সাহায্যে বায়ুপ্রবাহের সাহায্যে এক জোড়া কনডেন্সার (Condenser) এর পূর্ব পড়ে এবং কনডেন্সার (Condenser) থেকে আঁশগুলো প্রেস বক্সে ( Press Box) জমা হয়, প্রেস বক্স খুব জোরে চোয় সমতল লেপের আকারে নিয়ে আসে, যাতে তুলার ঘনত্ব গাঁইটের ঘনত্বের মতো থাকে ।