বিটিং আপ মেকানিজম ক্লাসটি বাংলাদেশ কারিগরি শিক্ষা বোর্ডের, ভোকেশনাল শিক্ষার,ফেব্রিক ম্যানুফ্যাকচারিং-২ (১৯৪২) [Fabric Manufacturing 2 (1942)]।
বিটিং আপ মেকানিজম চিত্রসহ কার্যাবলি আলোচনা
পরীক্ষার নাম:
বয়ন গতিতে বীট-আপ প্রক্রিয়ার উপর অধ্যয়ন করুন।
উদ্দেশ্য:
বিট আপ মেকানিজম নির্মাণ সম্পর্কে জানতে।
মারধরের প্রক্রিয়া সম্পর্কে জানতে।
ভূমিকা:
মারধর বা মারধর করা বুননের তৃতীয় প্রাথমিক গতি। এটি বুননের তাঁতের শেষ ক্রিয়াকলাপ যাতে ফ্যাব্রিকে ঢোকানো শেষ পিকটি পূর্ববর্তী পিকগুলির বিপরীতে অবস্থানে ‘বিট’ হয়। এটি কাপড়ের পতনের জন্য ওয়েফটের শেষ পিকটি চালনা করে। এটি স্লেতে স্থির একটি রিডের সাহায্যে সম্পন্ন করা হয়। ক্র্যাঙ্কশ্যাফ্টের ক্র্যাঙ্কগুলি দ্বারা স্লেকে কাপড়ের পতনের দিকে আকস্মিক এবং দ্রুত নড়াচড়া দেওয়া হয়। স্লেউডটি এক শাটল বক্স থেকে অন্য শাটল বক্সে চলে এবং যখন তার পশ্চাৎমুখী গতিতে, শাটলটি তার রেসের উপর দিয়ে ভ্রমণ করে।
বিভিন্ন কারণের উপর নির্ভর করে বুননে বিভিন্ন ধরণের বীট-আপ প্রক্রিয়া রয়েছে। কিন্তু প্রধানত, অপারেটিং উপাদানের উপর ভিত্তি করে সাধারণভাবে দুই ধরনের মারধর বিবেচনা করা হয়। একটি হল ক্র্যাঙ্ক এবং ক্র্যাঙ্ক-আর্ম বিট-আপ (শাটল লুমে ব্যবহৃত হয়), এবং আরেকটি হল ক্যাম বেস্ট আপ (বেশিরভাগই শাটললেস লুমে ব্যবহৃত হয়)। যাইহোক, মূল গতি ক্র্যাঙ্ক বা ক্যাম থেকে আসে তা নির্বিশেষে প্রহার প্রক্রিয়ার সংশ্লিষ্ট অংশগুলি স্থির থাকে। এর মধ্যে মৌলিক পার্থক্য হল স্লে-এর গতির উৎস, যেখানে এই স্লে গতি শেষ পর্যন্ত বিট-আপের সামগ্রিক পরামিতি নিয়ন্ত্রণ করে।
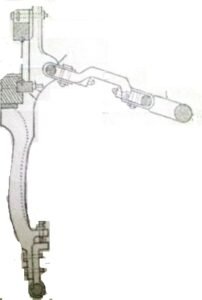
প্রধান অংশ:
- ক্র্যাঙ্কশ্যাফ্ট
- রিড
- ক্র্যাঙ্ক
- স্লে রেস
- ক্র্যাঙ্ক বাহু
- স্লে
- রিড ক্যাপ
- স্লে তলোয়ার
বর্ণনা:
ক্র্যাঙ্কশ্যাফ্ট মোটর থেকে মোটর পুলি এবং মেশিন পুলির মাধ্যমে ড্রাইভ পায়। ক্র্যাঙ্কশ্যাফ্টের দুটি ক্র্যাঙ্ক রয়েছে। এই ক্র্যাঙ্কগুলি ঘূর্ণন গতিকে সুইংিং গতিতে রূপান্তরিত করে। রিড ক্যাপটি ক্র্যাঙ্ক আর্ম দ্বারা ক্র্যাঙ্কশ্যাফ্টের ক্র্যাঙ্কের সাথে সংযুক্ত থাকে। আবার রিডটি রিড ক্যাপ এবং স্লেয়ের মধ্যে সংযুক্ত থাকে। রকিং শ্যাফ্ট bolted যে sley অধীনে sley তলোয়ার আছে. স্লেতে শাটল বক্সও রয়েছে। এখন ক্র্যাঙ্ক ক্র্যাঙ্ক আর্ম দ্বারা স্লেকে দোলানোর গতি দেয়। যখন স্লে নির্দিষ্ট অবস্থানে হেল্ড শ্যাফ্টের দিকে অগ্রসর হয় তখন শাটলটি ওয়ার্প শেডের মধ্য দিয়ে যায়।
আবার যখন স্লে শেষ অবস্থানে সামনের বিশ্রামের দিকে আসছে তখন খাগড়াটি শেষ পিকটিকে কাপড়ের আগের পিকটির দিকে ঠেলে দেয়। এটি হল মারধরের গতি এবং এইভাবে কাপড়টি দৈর্ঘ্যের দিকে বৃদ্ধি পায়।
উপসংহার:
ওয়ার্প এবং ওয়েফট সুতার একটি বোনা ফ্যাব্রিক ইন্টারলেসমেন্ট তৈরি করা প্রধান শর্ত। এই কারণেই বীট-আপ মেকানিজম বুননের জন্য একটি অত্যন্ত প্রয়োজনীয় গতি। এই গতির জন্য যথাযথ সেটিং এবং সমন্বয় গ্রহণ করা উচিত। এই ব্যবহারিক আমাকে মারধরের গতি সম্পর্কে জানতে সাহায্য করে। আমি মনে করি এটা আমার ভবিষ্যৎ ক্যারিয়ারে সাহায্য করবে।

বিটিং আপ মেকানিজম চিত্রসহ কার্যাবলি আলোচনা নিয়ে বিস্তারিত ঃ