আজকে আমাদের আলোচনার বিষয়-বিভিন্ন স্ট্রিপিং পদ্ধতির বর্ণনা
বিভিন্ন স্ট্রিপিং পদ্ধতির বর্ণনা (Description of different stripping process)
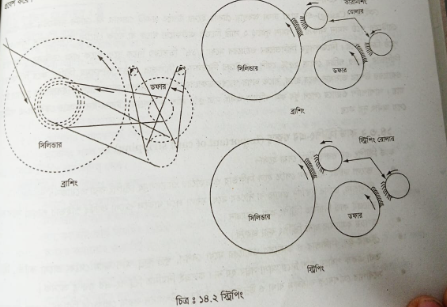
ব্রাশ অথবা রোলার স্ট্রিপিং (Brush or roller stripping)
সিলিন্ডার ও ডফার স্ট্রিপিং করার জন্য সবচেয়ে সহজ 38.0.3 পৃষ্ঠ ব্যাপিয়া ফ্লেক্সিবল ওয়্যার দ্বারা ক্লদিং করা থাকে। রোলারের ব্যাস ৬ ইঞ্চি ও লম্বা ৪০ ইঞ্চি • পুরাতন পদ্ধতিই ব্রাশ স্ট্রিপিং। সাধারণত এটি একটি কাঠের রোলার, যা একটি ধাতব অর্থাৎ স্টিলের শ্যাফট এর উপর গানো থাকে এবং যার ও ডফারের প্রস্থের চেয়ে সামান্য লম্বা ।
কার্ডিং মেশিনের সাথেই একটি ব্রাকেট আছে যার উপরে স্ট্রিপিং রোলার ব্রাশ বসানো হয়। ব্রাশ রোলারের ওয়্যারসমূহ অথবা সিলিন্ডার কার্ডিং ফিলেটের চেয়ে প্রায় ডাবল লম্বা এবং একটু হালকাভাবে অর্থাৎ কম ঘনত্বের ওয়ারিং করা থাকে। স্ট্রিপিং রোলারের সিলিন্ডার ও ডফার রোলারের পৃষ্ঠগতির চেয়ে সামান্য বেশি রাখা হয়।

মেইন সিলিন্ডারের বাইরের দিকে একটি লুজ পুলির সাহায্যে স্ট্রিপিং রোলারকে ক্রস বেল্টের সাহায্যে চালনা করা হয়, পৃষ্ঠপতি • সিলিন্ডারের ঘূর্ণনের দিকের বিপরীত দিকে স্ট্রিপিং রোলার বা ব্রাশ ঘুরতে থাকে।
স্ট্রিপিং এর জন্য সিলিন্ডারের ঘূর্ণন খুব আস্তে আস্তে অর্থাৎ ১ বার স্বাভাবিক দিকে এবং স্ট্রিপিং ব্রাশ সিলিন্ডারের তুলনায় বেশি গতিতে কিন্তু বিপরীত দিকে চালনা করা হয়, ফলে ব্রাশ সিলিন্ডারের পৃষ্ঠ থেকে সমস্ত ক্ষুদ্র আশ, ময়লা, অপদ্রব্য, নেপস ইত্যাদি নিয়ে নেয় ও সিলিন্ডারের ওয়্যারসমূহ পরিষ্কার করে ।
কিন্তু ডফারের বেলায় ডফার স্বাভাবিক দিকে আস্তে আস্তে হাত দ্বারা ঘুরাতে হয় এবং স্ট্রিপিং রোলার বিপরীত দিকে ফারের পৃষ্ঠে ১ বার স্ট্রিপিং করে নেয়। স্ট্রিপিং ব্রাশের ওয়্যারসমূহ যেন ডফার বা সিলিন্ডারের ওয়্যারের হাটু (Knee পর্যন্ত না যায় তা লক্ষ রাখতে হবে। ব্রাশ রোলারের ওয়্যার সর্বোচ্চ ৩/৩২ ইঞ্চি সিলিন্ডার ও ডফারের ওয়্যারের মধ্যে প্রবেশ করে।
হুডেড ব্রাশ স্ট্রিপিং (Hooded – Brush stripping) :
সাধারণ স্ট্রিপিং রোলার স্ট্রিপিং করাকালীন ডাস্ট ও ফ্লাই বাতাসে ভেসে বেড়াতে থাকে, যা কার্ডরুমে অবস্থিত শ্রমিক, কর্মকর্তা, কর্মচারীদের স্বাস্থ্যের জন্য হুমকি হয়ে দাড়ায়। কাজেই এ অবস্থা এড়ানোর জন্য স্ট্রিপিং রোলার বা ব্রাশ রোলার একটি মেটাল হুড দ্বারা আ রাখে এবং একটি ফ্লেক্সিবল টিউবের মাধ্যমে ডাস্ট, ময়লা ও ফ্লাইসমূহ একটি ডাস্ট ব্যাগে জমা হয়।
ডাস্ট ব্যাগটি বিশেষ ট্রাকে রক্ষিত থাকে যাতে একটি ইলেকট্রিক মটরযুক্ত ফ্যান রয়েছে, যা স্ট্রিপিং এর সময় বায়ু প্রবাহের সমস্ত অপদ্রব্য ব্যাগে নিয়ে আসে।
ব্রাশবিহীন অথবা ভ্যাকুয়াম স্ট্রিপিং (Brushless or vacuum stripping) :
একটি ক্যারেজ (Carriage) দুটি সাকশন নজেল, একটি সিলিন্ডারের জন্য ও অপরটি ডফারের জন্য আছে, যা ডফারের উপর মাউন্টিং করা এবং কার্ডিং মেশিনের পুরো ওয়ার্কিং প্রস্থের উপর কভারিং করা অবস্থায় আছে। একটি নজেল সিলিন্ডার স্ট্রিপিং ডোর এর অন্যটি ডফার ক্লদিং এর উপর রাখা আছে।
স্ট্রিপিং অপারেশনের সময় দুটি নজেলই ফ্লেক্সিবল পাইপের মাধ্যমে নিচের পাইপের সাথে সংযোগ দেয়া হয়। সংযোগ পাইপটি ওয়েস্ট কালেকশন সিস্টেমের সাথে যুক্ত। ট্রাভার্স ইউ ডফারের সাথে বেল্ট অথবা গিয়ারিং এর মাধ্যমে গতিপ্রাপ্ত থাকে ।
যখন কার্ডিং মেশিনের স্ট্রিপিং এর প্রয়োজন হয়, তখন শুধু সিলিন্ডার ও ডফার অপারেশনে রাখা হয় এবং সার ইউনিট চালু করা হয় ও ট্রাভার্সিং এ সংযোগ দেয়া হয়। নজেলসমূহ সিলিন্ডার ও ডফারের পৃষ্ঠে সেকেন্ড থেকে ২ মিনিটের মধ্যে পুরো স্ট্রিপিং কাজটি সম্পন্ন করে । কাজ করে এবং

কন্টিনিউয়াস স্ট্রিপিং (Continuous stripping) :
স্যাকো লয়েল (Saco-Lowell) কন্টিনিউয়ারি স্ট্রিপারের সংি বর্ণনা নিম্নে দেয়া হলো-
কেইজিং (Casing)-এর মধ্যে ঢাকা অবস্থায় টেকার-ইনের উপরে একটি রোলার বা রোটর মাউন্টেড করা ধারে রোটরের পৃষ্ঠে সমান আকার ও সমান দূরত্বে ২ সারি নিডেল আটকানো থাকে যা ব্যাক প্লেটের ফাঁকার স্থানে সিলিন্ডা পৃষ্ঠে ক্রিয়া করে ।
নিডেলসমূহ সিলিন্ডারের ওয়্যারের মধ্যে ১/১৬” ভিতরের দিকে ঢুকে থাকে এবং রোটরের পৃষ্ঠের খ সিলিন্ডার পৃষ্ঠের গতির থেকে ২৫% বেশি। রোটরের নিডেলসমূহ সিলিন্ডার পৃষ্ঠের আঁশসমূহ স্ট্রিপিং করে সিলিন্ডাে ওয়্যারের উপরে ভাসমান করে রাখে, যাতে অপর পার্শ্বের ডফারের সংস্পর্শে আসার সাথে সাথে ফাইবারসমূহ ডফারে চা যায়।
পাশাপাশি ওয়্যারে লেগে খুব কম পরিমাণ অর্থাৎ মাত্র ৫% আঁশ ও অপদ্রব্য টেকার-ইন আন্ডার কেইজিং-এ পাঠি দেয় অর্থাৎ দূর করে ।