আজকে আমাদের আলোচনার বিষয়-টেকার-ইন, সিলিন্ডার ও ফ্লাটের মাউন্টিং পদ্ধতির বর্ণনা
টেকার-ইন, সিলিন্ডার ও ফ্লাটের মাউন্টিং পদ্ধতির বর্ণনা
(Description of mou procedure of taker-in, cylinder and flat)
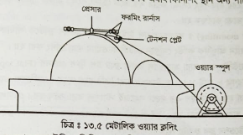
ফ্লেক্সিবল ওয়্যার ও মেটালিক ওয়্যারের মাউন্টিং সম্পূর্ণ ভিন্নভাবে হয়। ফ্লেক্সিবল ওয়্যারের ফিলেট নিশি ডফারের পৃষ্ঠে মোড়ানো হয় এবং মেটালিক ওয়্যার পাশাপাশি একটা একটা করে মেটালিক ওয়্যার সার্কুলার জড়ানো হয়।
ফ্লেক্সিবল ওয়্যার মাউন্টিং/ক্লদিং ঃ
সিলিন্ডার ও ডফারের ফ্লেক্সিবল ওয়্যার ফিলেট একটি ওয়াটার প্রুফ কাগজে র্যাপিং অবস্থায় আনা হয়। ক্লপিং পূর্বে র্যাপিং (Wrapping) খুলে আলগাভাবে কয়েক ঘণ্টা কার্ড রুমে রাখা হয়। ফিলেটসমূহ কার্ড রুমের তাপমাত্র আর্দ্রতায় স্বাভাবিক হয়ে আসে। প্রথমে দেখে নিতে হবে যে সিলিন্ডার বা ডফারকে ক্লদিং করতে হবে তা একসেনট্রিক কিনা।
সিলিন্ডার বা একসেনট্রিক হলে তা মাউন্টিং করার পূর্বে অবশ্যই দূর করে নিতে হবে। প্রয়োজনে খালি সিলিন্ডার গ্রাইন্ডিং একসেনটিং অবস্থা দূর করতে হবে। অতঃপর সিলিন্ডার ও ডফারকে সুষম অয়েল মুক্ত সাদা লিড পেইন্ট দ্বারা রং করে শুকিয়ে নিতে হবে।
এই ে সিলিন্ডারকে মরিচা হওয়া থেকে বাঁচাবে এবং কার্ড ফিলেট করার পর যাতে স্লিপ না করে তা থেকে বিরত রাখবে মেশিন চলাকালে ফ্লেক্সিবল ওয়্যার ক্লদিং যাতে স্লিপ না করে বা সরে না যায় তা থেকে রক্ষা করবে।
সিলিন্ডার ও ডফার ফিলেট মাউন্টিং করার জন্য নিম্নলিখিত পদ্ধতি অনুসরণ করা প্রয়োজন ।
মাউন্টিং করাকালে সিলিন্ডার ও ডফারের গতি ধীর ও সুষম হতে হবে। টেনশন সুষম হতে হবে। ব্যাস কম/বেশি হওয়ার কারণে টেনশন ঠিক না থাকাররাখতে হবে। ফিলেটসমূহ নিয়ন্ত্রিত অবস্থায় আস্তে আস্তে সঠিক স্থানে মাউন্টিং করতে হবে।
হাত দ্বারা অর্থাৎ ম্যানুয়ালি ফিলেট মাউন্টিং করার জন্য কমপক্ষে তিনজন দক্ষ শ্রমিকের প্রয়োজন । সিলিন্ডার ও ডফারর হাত দ্বারা আস্তে আস্তে ঘোরাতে হবে এবং অন্য একজনকে জ্যাক (Jack) নিয়ন্ত্রণ করে আস্তে আস্তে ফিলেট মাডন্টিং করার হবে। পুরো পদ্ধতিটি খুবই পরিশ্রম সাপেক্ষ এবং সম্পূর্ণ মাউন্টিং করার সময় টেনশন সুষম রাখা খুবই কষ্টসাধ্য ।

মেটালিক ওয়্যার ক্লদিং ঃ
মেটালিক ওয়্যারের সমস্ত মাউন্টিংই ডফারের প্রান্ত থেকে করা হয়। একজন শ্রমিক ডকারে
দিকে মুখ করে দাঁড়িয়ে তার বাম পার্শ্ব থেকে ওয়্যারিং শুরু করে এবং আস্তে আস্তে ওয়্যারিং করতে করতে ডান দিয়ে সরতে থাকে এবং এভাবে আস্তে আস্তে ডান দিকের শেষ প্রান্তে চলে যায় অর্থাৎ ওয়্যারিং শেষ করে ।
সিলিন্ডার ওয়্যারিং করার সময় ডফার রোলারকে সরিয়ে রাখতে হবে নতুবা সঠিক ওয়্যারিং করা সম্ভব হয় না। যখন ওয়্যারিং শুরু হয়, তখন সিলিন্ডারটি খুব আস্তে আস্তে মুভ করালে ভালো ফল পাওয়া সম্ভব। সিলিন্ডারটির আর. পি. এই সর্বোচ্চ ২০ রাখা হয়। অবশ্য অপারেটরের দক্ষতার উপর সামান্য বাড়ানো যেতে পারে।
সিলিন্ডারের পৃষ্ঠে ওয়ার ওয়াইন্ডিং করাকালীন সময়ে লক্ষ রাখতে হবে যাতে দাঁতসমূহ উপরের দিকে থাকে এবং কোনো অংশ যেন ডানে বা বাহে হেলে না যায়। ওয়্যারের রোল প্রায় শেষ হয়ে যাওয়ার পূর্বে সিলিন্ডারটি থামানো হয়। শেষ অংশে ভাঙা, ভোঁতা, খারাপ দাঁতযুক্ত ওয়্যার থাকলে তা কেটে বাদ দেয়া হয় এবং একটি নতুন রোল এনে সংযুক্ত করে পুনরায় চালু করা হয়।
ওয়ার জোড়া দেয়ার সময় শেষের অংশ কেটে দাঁতগুলো দূর করতে হবে এবং উভয় অংশ ফাইল দ্বারা পাতলা করে নিতে হবে।
যেন জোড়া অংশ মোটা না হয়ে যায়। তাছাড়া প্রায় .” পরিমাণ অংশ নিম্নের চিত্রানুযায়ী ট্যাপার আকারে নেয়া হয়।
উজ্জ্বল লাল রঙের না হয়। অতঃপর ব্রেজিং (Brazing ) পাউডার দ্বারা আবার উত্তাপ দেয়া হয়, ফলে ব্রেজিং পাউডার রং পরিমাণ ওয়্যার ওভার ল্যাপ করে ওয়্যারসমূহ ঠান্ডা হওয়া পর্যন্ত ধরে রাখতে হবে। ঠান্ডা হলে ওয়্যার একটার সাথে অন্যটা লেগে যাবে।
পুনরায় ফাইল দ্বারা ঘষে ঘষে ওয়্যারের পুরুত্ব পূর্বের অবস্থানে নিয়ে আসতে গলে যায়। তখন হবে। এভাবে একটা ওয়্যারের সাথে অন্য ওয়্যার জোড়া দেয়া হয়। দিং করার সিলিন্ডারটিতে ওয়্যার ওয়াইন্ডিং করা যখন প্রায় শেষ পর্যায়ে আসবে তখন মেশিন অর্থাৎ সিলিন্ডারটি বন্ধ করে প্রেসার বা টেনশন সঠিক রেখে হাত দ্বারা আস্তে আস্তে সিলিন্ডারটি ঘুরিয়ে ওয়াইন্ডিং করতে হবে।
যখন হাত দ্বারা সিলিন্ডারটি। ঘোরাতে থাকবে তখন ওয়্যারের টেনশন কিছুটা বাড়ানো হয়। সিলিন্ডারের সমস্ত জায়গা মেটালিক ওয়্যার দ্বারা ওয়্যারিং করা সম্পূর্ণ হলে সিলিন্ডারটির উপরে এনে মাউন্টিং সমাপ্ত করা হয় এবং পুনরায় শুরুর স্থানের মতো শেষ স্থানেও ফ্লেম ব্রেজিং পাউডার দ্বারা আটকানো হয়।
এই আটকানো পদ্ধতিকে ক্লিপিং (Clipping) বলে। ক্লিপিং এমনভাবে করা উচিত যাতে সিলিন্ডারের পরিধির শুরুর স্থান একপাশে হলে শেষ অর্থাৎ ফিনিশিং স্থান অন্য পার্শ্বে হওয়া উচিত
ক্লিপিং খুব সতর্কতামূলক অবস্থায় করা উচিত, ক্লিপিং করাকালীন সময়ে নিম্নলিখিত সতর্কতামূলক ব্যবস্থা নেয়া প্রয়োজন ।
- চিজেল (Chisel) দ্বারা ওয়্যারটি আটকিয়ে ড্রাইভ এর দিকে সিলিন্ডার ঘুরিয়ে দৃঢ় করতে হবে ।
- দাঁতের কোণ (angle) শুরুর সময় বিপরীত দিকে এবং শেষের সময় একই দিকে দাঁতের কোণ থাকে তা লক্ষ রাখতে হবে।
- যেখানে ওয়্যার কাটবে এবং লাগাবে তার স্থান যেন ১২ ” লম্বা এবং তিনটি ওয়্যারের প্রস্থ বরাবর স্থান রাখতে হবে ।
- কাটার পর ওয়্যার এবং লাগানোর স্থান উভয়ই ফাইল দ্বারা পরিষ্কার করতে হবে। সবশেষে খুব শক্ত ও দৃঢ় জোড়া বা ক্লিপিং এর বিষয় নিশ্চিত হতে হবে।
- সব কাজ শেষ হলে ওয়্যার থেকে গ্রিজিং দ্রব্যাদি দূর করতে হবে।
- কার্বন টেট্রাক্লোরাইড অথবা পেট্রোল দ্বারা ওয়াশ করতে হবে এবং ব্রাশ দ্বারা দুই দাঁতের মধ্যবর্তী ধুলাবালি, ময়লা দূর করতে হবে।
টেকার-ইন ক্লদিং অথবা মাউন্টিং (Taker-in clothing or mounting) ঃ
বর্তমানে সমস্ত রিভলভিং ফ্লাট কার্ডে টেকার-ইনেই মেটালিক ওয়্যার দ্বারা ক্লদিং করা হয়ে থাকে। টেকার-ইন ক্লদিং করার জন্য টেকার-ইনকে কার্ডিং মেশিন থেকে খুলে তুলে নিয়ে আসা হয় এবং বিশেষ ওয়্যার মাউন্টিং মেশিনের উপর মাউন্টিং করার জন্য রাখা হয় ।
টেকার-ইন মাউন্টিং মেশিন Dronsfield Bros Ltd-এর তৈরি। মেশিনটি একটি ফ্রেম, একটি স্লাইড বেড যা ফ্রেমের উপর স্থাপিত এবং একটি মাউন্টিং হেড দ্বারা গঠিত। মাউন্টিং হেড ওয়্যারের রোলকে বহন করে । এই মেশিনটি খুবই সাধারণ, তবে এটি দ্বারা কভারিং, গ্রাইন্ডিং, ব্রাশিং ও ড্রেসিং কাজ সম্পন্ন করা হয়।
প্রথমে টেকার-ইনকে মেশিনটির পেডিসটাল (Pedestal)-এ রাখা হয়।
এখন টেকার-ইনের গ্রুভ থেকে পুরাতন ওয়্যারসমূহ খুলে ফেলা হয়। অতঃপর টেকার-ইনের সাথে চেইন গিয়ারের মাধ্যমে সংযুক্ত করা হয়। এখানে টেকার-ইনের সাথে এমনভাবে চেইন গিয়ারের মাধ্যমে গিয়ারিং করা থাকে যাতে টেকার-ইনে মাউন্টিং করার জন্য ঐ একই গতি থাকে ।
মাউন্টিং হেডকে মেশিনটির ডান পার্শ্বে নেয়া হয় এবং এটি ওয়ার্ক হুইলের সাথে সংযুক্ত থাকে। ি ইয়ার্ন ম্যানুফ্যাকচারিং-১ প্রান্ত সংগ্রহ করে টেনশন ‘জ’ (Tension jaw)-এর মধ্য দিয়ে ককিং বাউল (Caulking bowl) হয়ে স্ট্যাটিং গ্রুপে আনা হয়।
সিলিন্ডারের প্রান্তে লাগানোর মতো করে টেকার-ইনের শুরুর স্থানে মেটালিক ওয়্যার লাগানো অতঃপর মেশিনটিকে চালুর পজিশনে সেট করা হয়। মেটালিক ওয়্যারসমূহ স্বয়ংক্রিভাবে টেকার-ইন গ্রুপে সাজাতে থাকে। ভালো ফিনিসিং পরীক্ষা করার জন্য মেশিনটি বন্ধ করে দেখা যায়। কারণ কোনো ভুলত্রুটি থাকলে করা সম্ভব।
এভাবে শেষ পর্যন্ত ওয়্যারিং হওয়্যার পর শেষ প্রান্তে ওয়্যার সিলিন্ডার মাউন্টিং এর মতো করে লাগানো হয়। ওয়্যার মাউন্টিং শেষ হওয়ার পর ট্রাভার্স গ্রাইন্ডার দ্বারা গ্রাইন্ডিং করার জন্য পুনরায় মেশিনটি চালু করা হয়। থেকে সমাপ্ত হওয়ার পর পুনরায় ১৫-২০ মিনিট ব্রাশিং করা হয় ।
ড্রেসিং (Dressing) :
টেকার-ইনের ওয়্যার মাউন্টিং করার পর বাঁকা বা কাত হয়ে গেলে উপরিউক্ত মেি সাহায্যে টেকার-ইন ওয়্যারের দাতসমূহ সোজা করার পদ্ধতিকে ড্রেসিং বলে। একটি পুরনো টেকার-ইন গ্রাইন্ডিং ও করার পর পুনরায় পূর্বের মতো কার্যক্ষম হয়।
ফ্লাট মাউন্টিং (Flat mounting) :
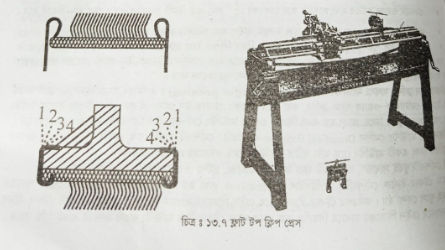
কনভেনশনাল টাইপ কার্ডিং মেশিনে ফ্লাটকে সাধারণত ফ্লেক্সিবল ওয়ার মাউন্টিং করা থাকে । বর্তমানে আধুনিক কার্ডিং মেশিনে মেটালিক ওয়্যার দ্বারা ক্লদিং করা হয় । ফ্লাট বার ক্লদিং বা মাউন্টিং হাত দ্বারা ম্যানুয়ালি অথবা ফ্লাট টপ ক্লিপ প্রেসের (Flat top clip press) মাধ্যমে হয়ে থাকে ।
ফ্লাট টপ সাধারণত ৮ প্লাই VI.R ফাউন্ডেশন দ্বারা তৈরি হয়ে থাকে। ফ্লেক্সিবল ওয়্যারসমূহ ক্লিপিং বা করার পূর্বে কেটে তীক্ষ্ণ করা হয়, যাতে টপ এর মধ্যে সহজেই স্ট্যাপল করা সম্ভব হয়। মেটাল ফ্লাটের উপর ন্যারো ি (Strip) টপস লিড রিবেট দ্বারা আটকানো হয়।
এই রিবেট আটকানোর জন্য ফাউন্ডেশন ক্লথের প্রান্তে জায়গা রাখা হয় বর্তমানে ক্লিপের মাধ্যমে ফাউন্ডেশন ক্লথ ফ্লাটের সাথে লাগানো হয় ।
ফ্লাট টপ ক্লিপিং প্রেসে ফাউন্ডেশন ক্লথের দুই প্রান্তে ক্লিপের মাধ্যমে আটকানো হয়। পরে মেশিনটির উপরে এব জোড়া ক্লিপের মাধ্যমে ফাউন্ডেশন ক্লথের উপর প্রেসার দ্বারা ওয়্যার আটকিয়ে দেয়া হয়। মেশিনটি হুইল ক্লিপসমূহকে জান বা বামে মুভ করাতে পারে। ডান থেকে বামে বা বাম থেকে ডানে আস্তে আস্তে ফাউন্ডেশন ক্লথের উপর ওয়্যার মাউন্টিকরা হয়।